
Сравнение изделий самостоятельного и заводского выпуска

Чтобы сравнить газоблоки заводского и домашнего производства, и понять, какой вариант выгоднее и лучше, необходимо рассмотреть все плюсы и минусы.
Покупая готовый материал, очень сложно точно высчитать количество заготовок. Кладка делается практически в шахматном порядке, поэтому приходится резать изделия, очень часто остаются неиспользованные их части. Это дополнительные ненужные расходы.
Разобраться, как делают газобетон сможет каждый. Для этого необходимо желание и терпение. Процесс очень прост и гораздо экономичнее, чем покупка готовых изделий.
Все же блоки домашнего производства уступают по качеству автоклавным заготовкам. Достигается это дополнительной температурной обработкой их в специальных печах. Не имея дорогого оборудования, самим это сделать невозможно.
Еще одним минусом является время, потраченное на отвердевание материала. Если сроки застройки сжаты, то не удастся выделить время на самостоятельное изготовление газоблоков.
Чтобы понять, из чего делают газобетонные блоки, необходимо изучить состав и характеристики материала. Домашнее производство значительно сэкономит финансы. Качество блоков, сделанных своими руками, практически не уступит заводским изделиям при соблюдении технологии изготовления. Благодаря натуральным компонентам, входящим в состав, получается экологически чистый материал.
Выбор подходящего варианта
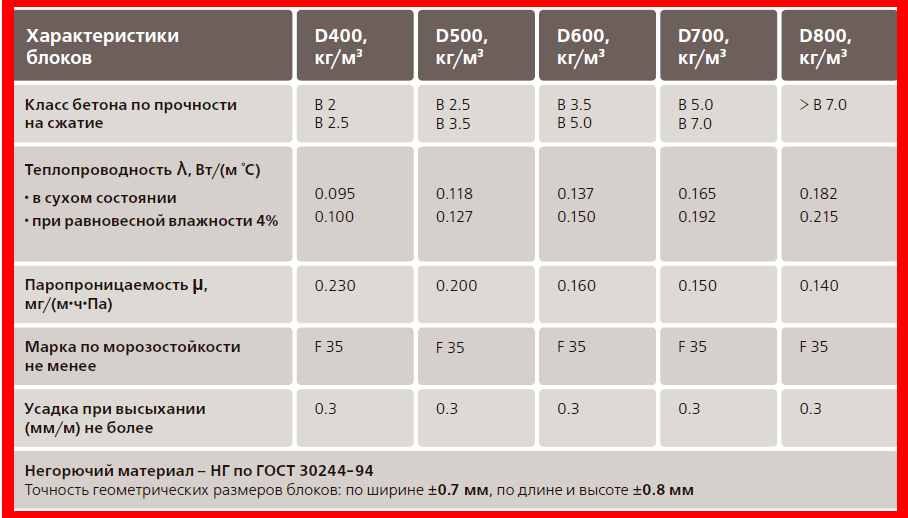
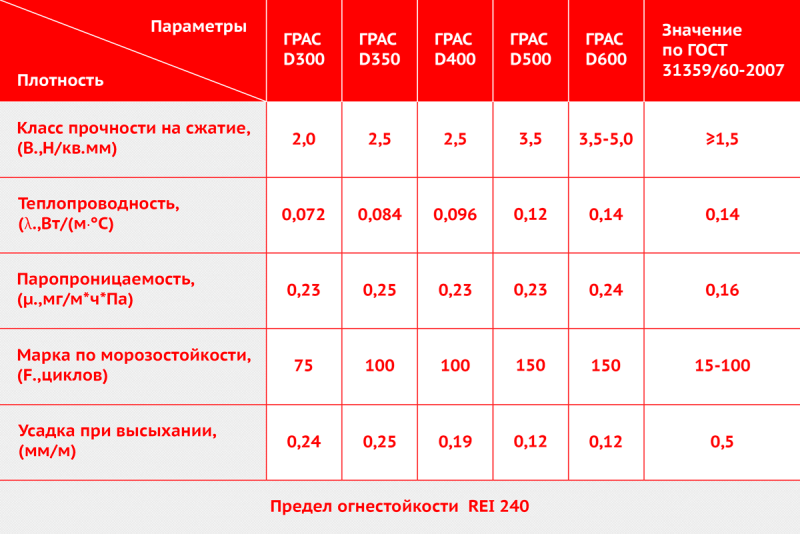
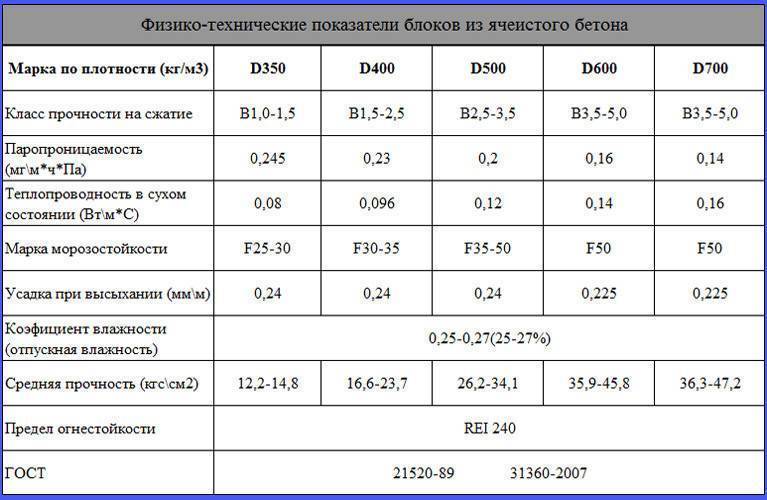
Одна из важнейших характеристик газоблоков Bonolit – плотность. Ее коэффициент указывает на то, насколько плотен газобетон в килограммах на м³. Больший индекс коэффициента указывает на большую твердость блока, более низкий коэффициент указывает на то, что он лучше сохраняет тепловую энергию.
Есть также такой параметр, как прочность на сжатие. Он обозначается латинской буквой B с числовым индексом, который указывает на давление, выдерживаемое блоком на каждый квадратный сантиметр.
Плотность блоков Bonolit отражена в их названии после латинской буквы D.
Соответственно, и сами пеноблоки имеют разделение в зависимости от коэффициента.
- Блоки для навесных фасадов. Индекс плотности – D600. Они используются для монтажа внешних стен и фасадов, выдерживают повышенную нагрузку. Прочность на нагрузку у этих блоков — от B3,5 до B5.
- Конструкционные стеновые блоки. Индекс плотности – D500. Назначение – монтаж внешних стен и внутренних несущих перекрытий домов. Прочность на сжатие у данного вида блоков — от B2,5 до B3,5.
- Стеновые конструкционно-теплоизоляционные блоки. Индекс плотности – D400. Они используются для монтажа стен домов высотой менее трех этажей, а также в монтаже внутренних перегородок. Прочность на сжатие у данного вида блоков — от B2,0 до B2,5.
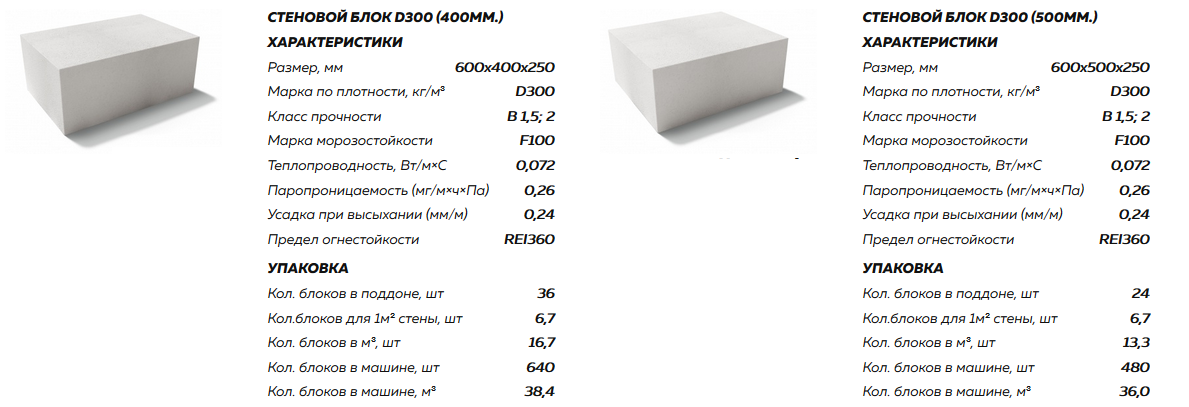
- Теплоизоляционные блоки. Они используются, как для монтажа внутренних, не несущих большую нагрузку перегородок, так и для теплоизоляции. Индекс плотности – D300. Прочность на сжатие у данного вида блоков — от B1,5 до B2,0.
Газобетонный блок для кладки стен имеет стандартную длину 600 мм, высоту 200 мм, ширину от 200 до 500 мм. Газоблок для монтажа перегородок имеет такую же длину и высоту, как и предыдущий вариант, но меньшую ширину — от 75 до 150 мм. Блок для перемычек отличается длиной 500 мм, высотой 200 мм, шириной от 250 до 400 мм.
Пеноблоки, имеющие U-образную форму, используются для создания монолитного пояса жесткости и внутренних скрытых конструкций. Пазогребневые модели имеют на боках впадины и выступы, благодаря чему при монтаже не возникает необходимости укладывать клеевой состав на вертикальные швы, газоблоки вставляются друг в друга.
Еще один параметр газоблока – сопротивляемость циклам заморозки и разморозки материала. Для указания того, сколько раз материал может быть полностью заморожен и разморожен без потери свойств, в марке газобетонного блока используют латинскую F с последующим числом, которое указывает на количество циклов разморозки и заморозки. Существуют варианты от F15 до F100. Все выпускаемые фирмой Bonolit блоки имеет индекс F100, то есть они без проблем выдерживают более сотни циклов полной заморозки/разморозки.
О том, как класть газобетон Bonolit, смотрите в следующем видео.
Технология производства газобетона
Производятся автоклавный и неавтоклавный газобетон по одной технологии, отличия заключаются лишь в точности соблюдения технологии и в завершающих этапах обработки материала. Сырье используется идентичное и в единой пропорции.
Компоненты для :
- Песок мелкой фракции 2-2.5 миллиметров
- Портландцемент марок М300 и М400
- Известь
- Алюминиевая пудра или паста с долей активного металла 90-95%
- Разнообразные присадки и модификаторы (вводятся не обязательно, нужны для улучшения различных эксплуатационных свойств)
- Вода
Сначала замешивают обыкновенный цементно-песчаный раствор, выливают в специальную форму, потом всыпают алюминиевую пудру. В результате реакции пудры и извести появляется углекислый газ, благодаря которому масса увеличивается в объеме, вспучиваясь и образуя пористую структуру. Реакция газовыделения должна завершиться до схватывания цемента, для интенсификации процесса форму обрабатывают на виброплощадке. Но такой процесс актуален только для больших заводов.





В небольших цехах осуществляют создание пенобетона, который является разновидностью . Ведь по способу образования пены бетон делится на газо- и пенобетон. И если в первом случае пена создается газом, то во втором – за счет химикатов.
Ячеистая структура создается благодаря добавлению и взбиванию специальных химических пенообразователей. Цехи по обычно небольшие, с малым числом сотрудников, преобладанием ручного труда. Производство газобетона обходится дороже, но такой материал и более стабильный, с лучшими свойствами.
Далее технология производства автоклавного и неавтоклавного газобетона предполагает отличия. Если производится автоклавный газобетон, после заливки смеси в форму и запуска реакции выжидают определенное время, давая смеси частично затвердеть и набрать достаточную прочность для изъятия массива из опалубки и разрезания на блоки.
Порезанные блоки отправляют в автоклав и обжигают при температуре +190-200 градусов, давление составляет 8-10 Бар (чтобы из материала полностью вышла влага). Обработка газобетона автоклавом позволяет: ускорить твердение материала, повысить его прочностные характеристики, уменьшить усадку в будущем, сделать структуру однородной, улучшить геометрию готовых блоков.

Неавтоклавный газобетон прочность набирает не в печи, а в природной среде – без воздействия температуры и давления для выпаривания влаги. Причем, часто для производства данного типа материала используют не большие формы с дальнейшей нарезкой газоблоков, а формы для отлива отдельных элементов.
Автоклавный и неавтоклавный газобетон производятся в соответствии с такими нормативными документами: ГОСТ 21520 «», ГОСТ 25485 «Ячеистые бетоны», а также ГОСТ 31360 и ГОСТ 32359.
Достоинства и недостатки материала
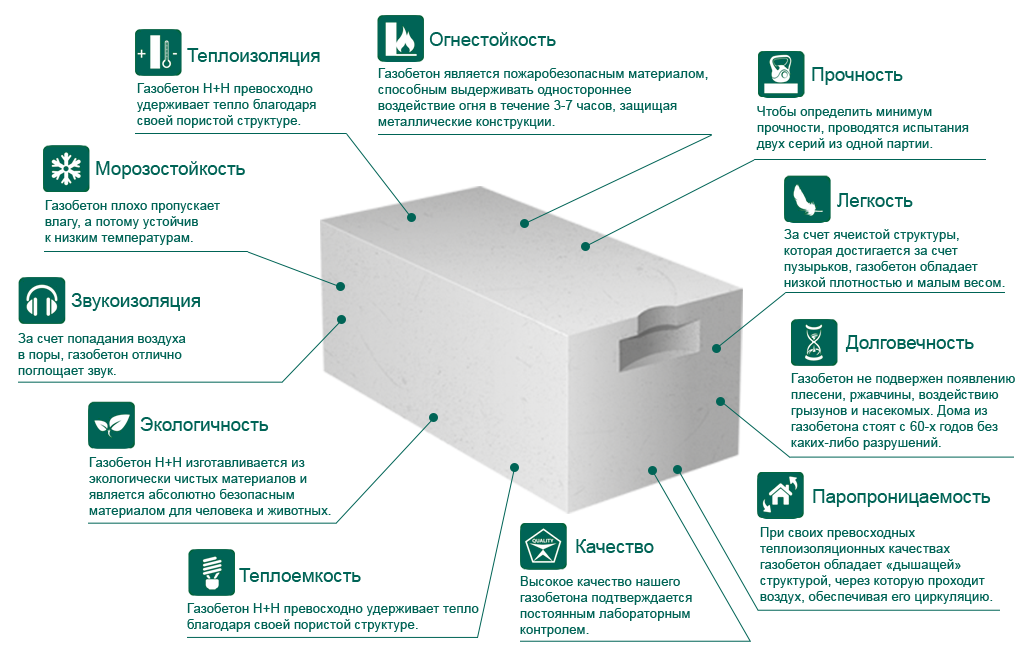
Газобетон, как и любой материал, имеет свои положительные и отрицательные черты. Прежде, чем начинать строительство из блоков газобетона стоит ознакомиться и с теми, и с другими, ведь от этого зависит долговечность и надежность взведенной конструкции.
Плюсы материала:
- Долговечность;
- Легкость – небольшой вес блоков позволяет снизить нагрузку на фундамент;
- Устойчивость к перепадам температур;
- Простота обработки – легко режется и сверлится подручными материалами;
- Устойчивость к огню – до 7 часов без потери качества;
- Паропроницаемость – естественная регуляция влажности и поддержание постоянной температуры;
- Отсутствие мостиков холода;
- Безопасность и экологичность;
- Устойчивость к плесени и грибку;
- Морозостойкость;
- Точная геометрическая форма;
- Звукоизоляция;
- Доступная цена;
- Многообразие форм и размеров;
- Теплоизоляция.
Минусы:
Низкие показатели влагостойкости – боится ли газобетон воды? да, газобетон сильно впитывает влагу, поэтому при строительстве важно уделить внимание на проведение гидроизоляции, а также обязательно как можно скорее провести внешнюю отделку поверхности;
- Возможность растрескивания – невысокий показатель модуля упругости газобетона на сжатие и изгиб могут привести к формированию трещин в массиве блока при усадке фундамента и его неправильном обустройстве;
- Проблема с адгезией;
- Коррозия металлических элементов – окисление металлических крепежей, арматуры и т.п. из-за воздействия извести;
- Необходимость использования для отделки газобетона паропроницаемые материалы, так как точка росы находится внутри блока;
Газобетон пользуется большой популярностью у населения и специалистов. Работать с ним просто, габариты блоков позволяют снизить затраты на расходные материалы и время на строительство.
Такие характеристики, как крепость, теплоизоляция, морозостойкость и большой срок службы возведенных конструкций, позволяют строить из газобетона жилые дома и общественные здания в любой климатической зоне.
Основные компоненты, их соотношение и рецептура
Самый популярный рецепт с применением каустической соды является сравнительно большое содержание алюминиевой пудры – довольно дорогого сырьевого компонента.
Более экономичным является такой состав:
- Портландцемент: от 35,3 до 49,4%.
- Алюминиевая пудра: от 0,06 до 0,1%.
- Известь: от 2,6 до 2,65%.
- Кальций хлористый кальцинированный технический: от 0,18 до 0,25%.
- Известняк (в виде муки по ГОСТ 26826-86): от 12,4 до 26,5%.
- Остальное – вода.
Добавляя известь в ячеистый раствор, удается увеличить эффективность алюминиевого порошка (с другими видами газообразователей данный метод может не работать). Вяжущее из нескольких компонентов – в данном случае, портландцемента и извести – называется смешанным. Если используется молотая известь-кипелка (даже в небольших количествах), в смесь нужно добавить двухводный гипс, играющий роль замедлителя гашения извести.
| Состав вяжущего, в % | Прочность при сжатии | |
|---|---|---|
| Цемент | Гидратированная известь | В кГ/см2 |
| 100 | 49 | |
| 95 | 5 | 82 |
| 90 | 10 | 103 |
Помимо песка и известняковой муки в качестве наполнителя могут использоваться мука доломитовая, минеральный порошок (по ГОСТ Р 52129-2003), а также отходы промышленности – доменные шлаки (газошлакбетон) и зола с тепловых электростанций (газозолобетон). Основная часть наполнителя (не менее 85%) должна быть представлена частицами с размером не более 0,25 мм.
При использовании таких наполнителей соотношение всех компонентов в растворе приходится подбирать заново, но зато их присутствие позволяет обойтись меньшим количеством цемента (обусловлено активностью золы и некоторых молотых шлаков).
Если шлаковый цемент был изготовлен путем мокрого помола доменного шлака с добавлением гипсового камня и известняка в соотношении 1:0,044:0,066, то его также можно разбавлять известью в соотношении от 1:3 до 1:5 (известь:цемент).
К недостаткам безавтоклавного газобетона относят следующее:
- большую усадку: газобетонные блоки при объемном весе от 600 до 800 кг/м3 через 300 дней после изготовления уменьшаются в размерах на 0,05%;
- недостаточную прочность, из-за которой материал, по большей части, применяют в качестве теплоизолятора;
- слабую морозостойкость, не превышающую 10–15 циклов замораживания-оттаивания.
При изготовлении безавтоклавного газобетона в заводских условиях каждый производитель применяют собственную технологию и рецепт. Например, на заводе в Жигулевске для приготовления одного м3 газобетона использовали такие составляющие: 350–400 кг цемента, 40–60 кг полуводного гипса (обеспечивает более быстрое схватывание), 15–16 л пергидроля, 0,19–0,23 м3 воды. Далее сформованные блоки подвергались пропарке при температуре 70–80 градусов.







Еще один крупный завод стройматериалов изготавливает безавтоклавный газобетон с применением крупного шлакового заполнителя. На каждый м3 продукта компоненты кладутся в следующей пропорции: 280 кг цемента, известь-пушонка – 15 кг, шлак из гидрозолоотвалов – 945 л, 4,4 кг алюминиевой пудры, 5–6 кг кальция хлористого, 5–6 кг поваренной соли, 0,15 м3 горячей воды (с температурой от 60 до 70 градусов).
Этапы производства газобетонных блоков
Технология производства газобетона предусматривает выполнение сложных производственных операций, которые невозможно осуществить в кустарных условиях. Компания Bonolit Сonstruction Solutions LLC является крупнейшим предприятием в Европе, занимающимся изготовлением газобетонных блоков. Контролируемый на всех этапах процесс изготовления обеспечивает абсолютное соответствие продукции жестким стандартам и требованиям, предъявляемым к данному материалу.
Газобетон производится в несколько этапов:
- Песок подготавливают – просеивают, после смешивания с водой измельчают в мельнице мокрого помола.
- В большой емкости смешивают сыпучие материалы в нужных пропорциях – измельченный песок, цемент, известь.
- Последними добавляют воду и алюминиевую пудру, после чего начинается реакция с выделением пузырьков газа водорода. Смесь тщательно перемешивают и заливают в прямоугольную форму.
- В течение 4 часов газосиликат отстаивается и увеличивается в объеме, пока не заполнит полностью форму.
- После кантования происходит резка материала на блоки заданного размера. При помощи струн делают пазы, гребни.
- Автоклавирование позволяет значительно увеличить прочность и долговечность газобетонных блоков. Обработка происходит в течение 12 часов при давлении в 8 – 12 атмосфер, температуре – порядка 170 градусов и повышенной влажности.
- Готовые блоки упаковывают, отправляют на склад или напрямую заказчику.
Некоторые блоки не подвергают автоклавированию, а просто высушивают в электропечах. Такой газосиликатный блок стоит дешевле, имеет меньшую прочность, пригоден для возведения небольших одноэтажных хозяйственных построек и жилых домов.
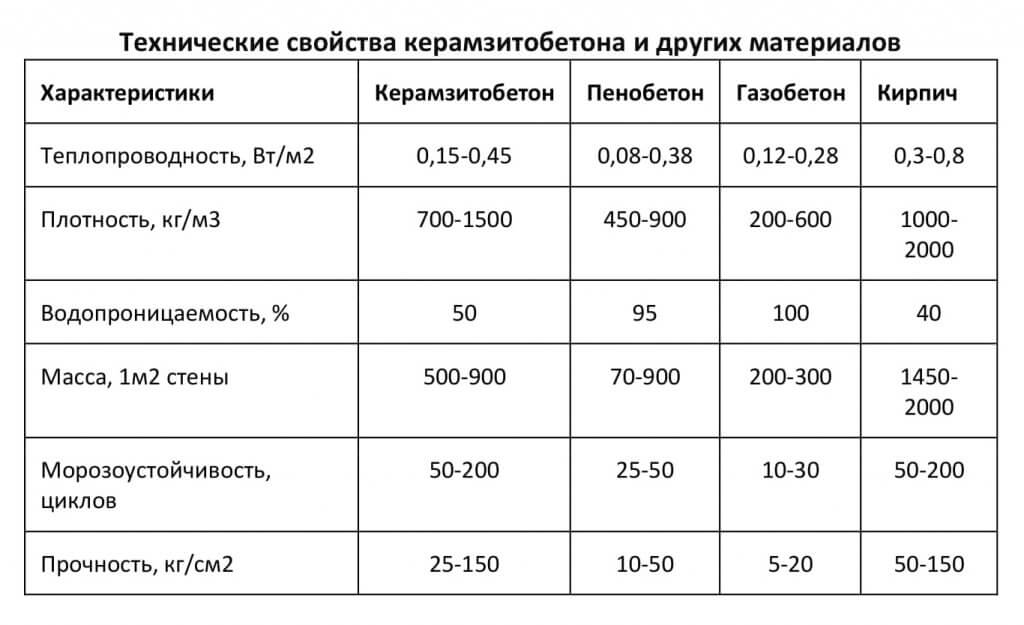
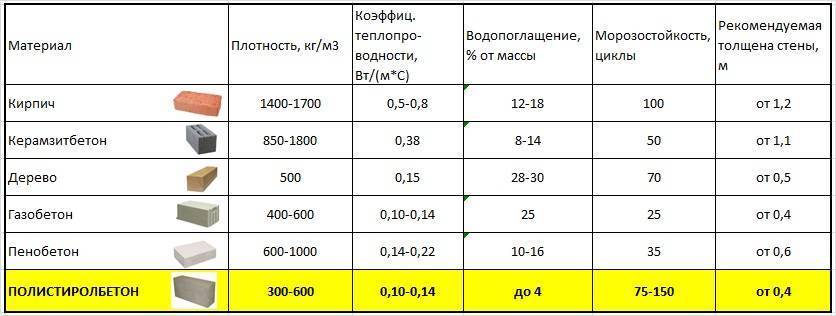
Конкуренты газобетонных блоков

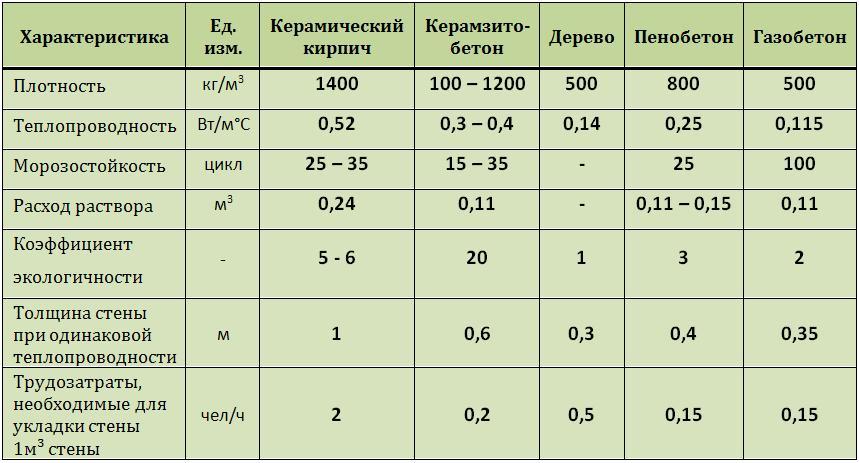
Сравнительная таблица по скорости и времени возведения стен из различных материалов.
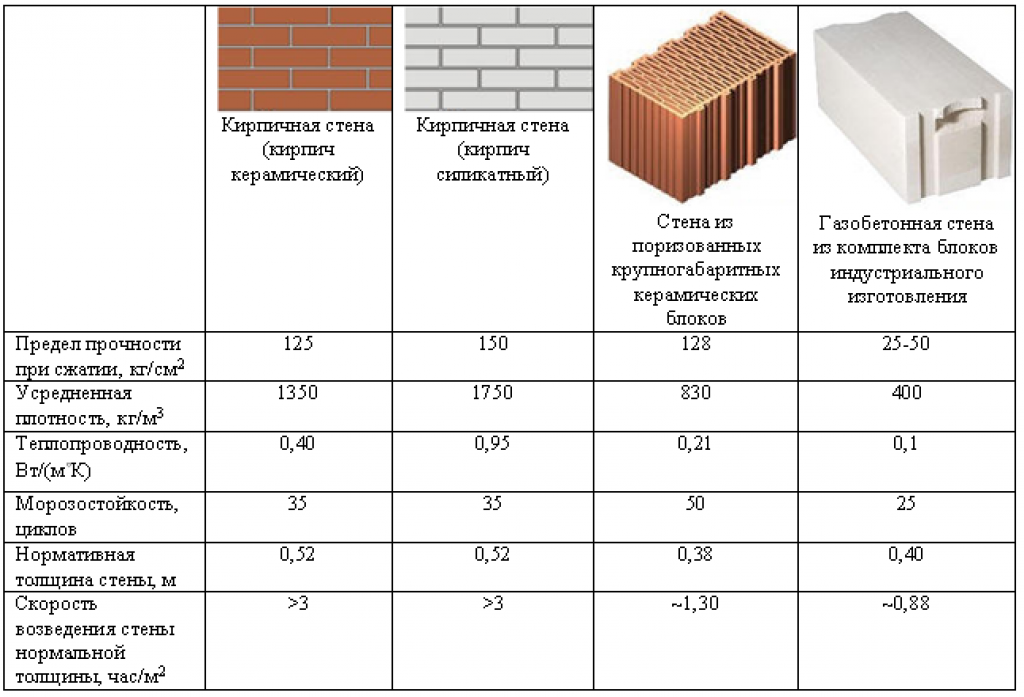
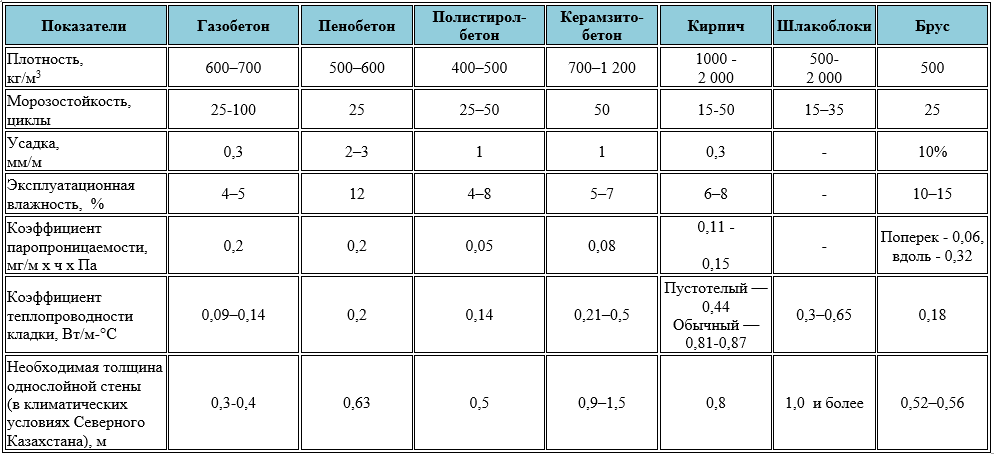
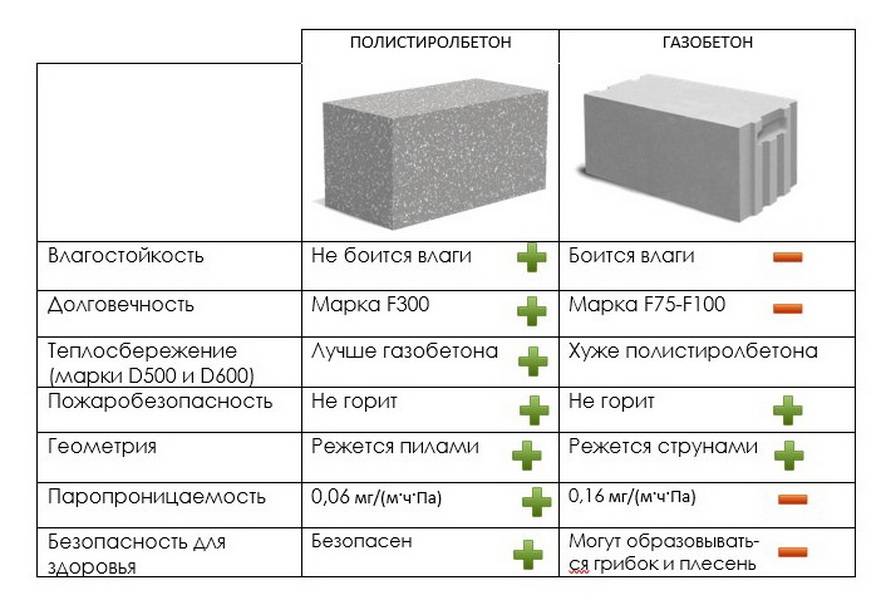
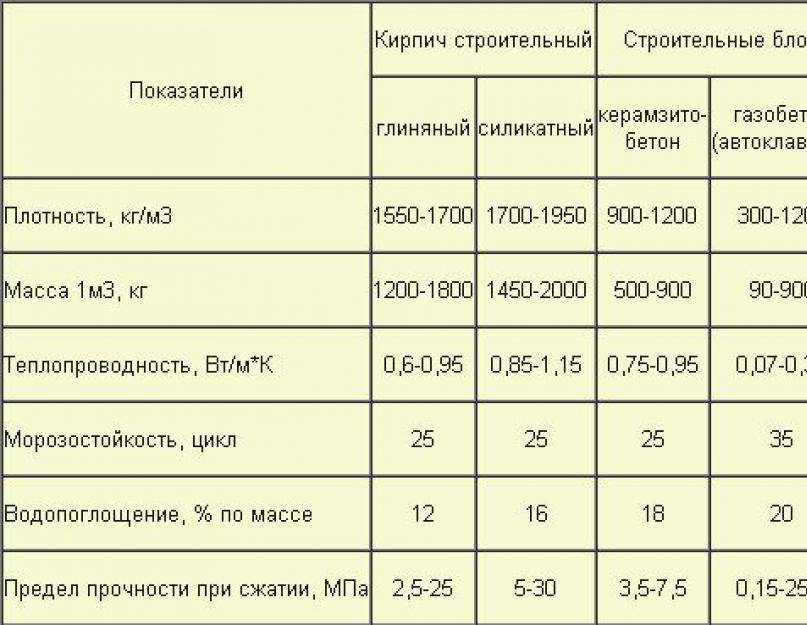
Когда заходит речь о строительстве нового дома или о выполнении прочих строительных работ, рассматривается несколько вариантов стройматериалов. Как правило, наряду с ячеистым бетоном рассматривается обыкновенный керамический кирпич и пенобетон. Однако если характеристики кирпича всем хорошо известны, то с пенобетоном все несколько сложнее.
Внешне блоки из данных материалов очень похожи по цвету, размеру и прочим показателям. Поэтому не все понимают различия между газобетоном и пенобетоном. Разница, прежде всего, состоит в том, что у пеноблоков и газоблоков разная структура пористости. Так, в пенобетоне воздух заключен внутри пузырьков, поскольку он получается путем равномерного перемешивания пузырьков воздуха по массе бетона.
В итоге готовый материал не пропускает воздух и не дышит, однако он практически не гигроскопичен, имеет более высокие характеристики морозостойкости и теплоизоляции, чем газобетон. Однако область его использования сильно ограничивается его механической прочностью.
Если автоклавный газобетон имеет удельную прочность до 40 кгс/см2, то для пенобетона данная характеристика составляет всего лишь 9 кгс/см2. Поэтому для строительства несущих конструкций он не используется. Зато стены из таких блоков можно вовсе не утеплять либо же утеплять пенопластом. Для газобетона в качестве утеплителя лучше использовать минеральную вату.
Что касается керамического кирпича, то его главным недостатком является большой вес. Кирпич весит в 4-6 раз больше, чем равный по объему блок газобетона. Для возведения 1 м3 стены нужно 1800 кг кирпича, а газобетона — всего лишь 400 кг. Зато и прочность кирпича гораздо выше. Как уже говорилось, газобетон не используется для возведения зданий выше 3 этажей, в то время как из кирпича строятся здания в 20 этажей и более.
Как делают газобетонные блоки
Этот вид материала относят к искусственному камню. Состоит газоблок из многих компонентов. Главная отличительная особенность газосиликатного блока – наличие пузырьков газа размерами 0,5 – 3 мм, равномерно распределенных в толще бетона. Благодаря этому газобетон получается легким, имеет небольшую теплопроводность.
Из газосиликатных блоков легко возводить здания в 1 – 3 этажа, делать надстройки на старых домах, быстро возводить торговые, промышленные, хозяйственные постройки.
Характеристики газосиликатов определяются составом и технологией производства. Так, чем больше пузырьков газа в газобетоне, тем больше пористость материала, меньше теплопроводность, но и одновременно меньше прочность.
Суть процесса газообразования – химическая реакция между металлическим алюминием и гидроксидом кальция из известкового раствора, в результате которой получаются алюминаты кальция и водород. Этот газ равномерно распределяется в полужидкой газосиликатной смеси и заставляет ее увеличиваться в размерах, после чего масса застывает.
Для разных целей производят различные виды газобетона. Выбор зависит от этажности здания, нагрузки на конструкцию, требований к уровню тепло- и шумоизоляции. Добиться желаемых результатов можно, используя газосиликатные блоки разной толщины, комбинируя их с другими стеновыми и отделочными материалами.
Газобетон в РФ
Следующий важный для истории этап по развитию отрасли в Российской Федерации начался в 1994 году, когда все чаще стали применяться иностранный производственные линии и импортное оборудование. При этом качество и долговечность продукции увеличилось, а затраты на производство уменьшились. Со временем рынок вытеснил неавтоклавные типы ячеистого бетона, а автоклавный газобетон стал соперничать по качеству с силикатным кирпичом и керамзитобетоном.
В России широкое распространение получили именно тяжелые составы. Ввезенное из-за границы оборудование позволяет производить легкий и долговечный стройматериал. Наиболее распространены газоблоки с плотностью на кубометр от 200 до 800 килограмм. С каждым годом плотностью выпускаемых газоблоков снижается, и данная тенденция сохраняет темп.
Самостоятельное производство
Технология изготовления газобетона своими руками предполагает все те же стандартные этапы, но намного большие затраты труда и времени. Если на заводе многие процессы автоматизированы, то при самостоятельном производстве все придется делать без привлечения установок. Можно приобрести мини-линию или сделать определенные узлы для реализации промежуточных задач своими руками.
Что понадобится для создания газобетона в домашних условиях:
- Бетономешалка для приготовления массы.
- Формы для заливки блоков.
- Корыто или другая тара.
- Стальная струна для резки монолита на блоки (если используются формы, уже поделенные на блоки, то не нужно).
- Весы для отмеров.
Тут все приобретается или делается своими руками – в зависимости от желания мастера.
Так, вместо бетономешалки можно мешать раствор вручную (что скажется на структуре и качестве, скорее всего) миксером в ведре. Формы можно приобрести или сделать из листов фанеры/металла.
Этапы производства газоблоков дома:
- Замес раствора – рецепт во многом зависит от желаемого результата, используемого сырья, но в среднем выглядит так: 50-70% цемента, 20-40% кварцевого очищенного песка, 1.5% извести, сульфата натрия либо каустической соды, меньше 1% алюминиевой пудры. Изменение пропорций меняет теплопроводность и плотность материала. Все компоненты нужно тщательно перемешивать в течение 10 минут.
- Заливка смеси в смазанные разбавленным машинным маслом формы до половины (смесь увеличится в объемах), ожидание начала процесса газообразования (4 часа этап занимает в среднем). Удаление лишнего раствора.
- Накрытие залитой смеси теплоизоляционным материалом.
- Демонтаж опалубки на 2-е сутки после заливки, после чего блоки можно выложить на поддоны и сушить.
- Отправка изделий на склад – через 2-3 суток сушки.
- Выжидание полного набора прочности блоками за 28 суток и реализация или использование в строительстве.
Достоинства и недостатки
Достоинства блоков из газосиликата:
- Низкая плотность (небольшой вес), оказывает малое давление на фундамент домостроения. Позволяет сократить время строительства, снизить расходы на оплату труда и транспортировку.
- Малая теплопроводность. Она в три раза ниже, чем у глиняного кирпича.
- Высокая звукоизоляция. Она в 10 раз выше, чем у кирпичной кладки.
- Практически идеальная геометрия изделий, что позволяет вести кладку на специальных клеях.
- Сравнительно низкая стоимость.
- Отличные огнеупорные свойства.
- Создают здоровый микроклимат в помещении.
Недостатки газосиликатных блоков:
1. Возведение дома из этого стенового материала требует рабочих с высокой квалификацией, имеющих опыт работы с газосиликатом:
Если мы не хотим получить стену в трещинах, необходимо качественное выполнение фундамента
Важно, что бы у основания (или цоколя), отклонения по горизонтали были не более 3 мм на длину в 2 м.
Кладка на клеях должна вестись с особой тщательностью: разрыв в клеевом шве недопустим, иначе мы получим естественную вентиляцию через стены, и, вопреки ожиданиям, дом будет холодным. Не следует делать швы толщиной менее 3-5 мм.
Дорогая внутренняя отделка. Штукатурка в обязательном порядке по сетке (стеклохолст), что бы не проявлялись трещины
Штукатурный слой должен быть не более 4-5 мм.
Штукатурка в обязательном порядке по сетке (стеклохолст), что бы не проявлялись трещины. Штукатурный слой должен быть не более 4-5 мм.





2. Необходимость отделки фасада не только из-за неприглядности кладки, но и из-за того, что газосиликат хорошо впитывает влагу. В связи с такой особенностью, не рекомендуют применять его в районах, где влажность составляет больше 60%.
3. Стена из газобетона плохо удерживает тяжёлые навесные предметы.
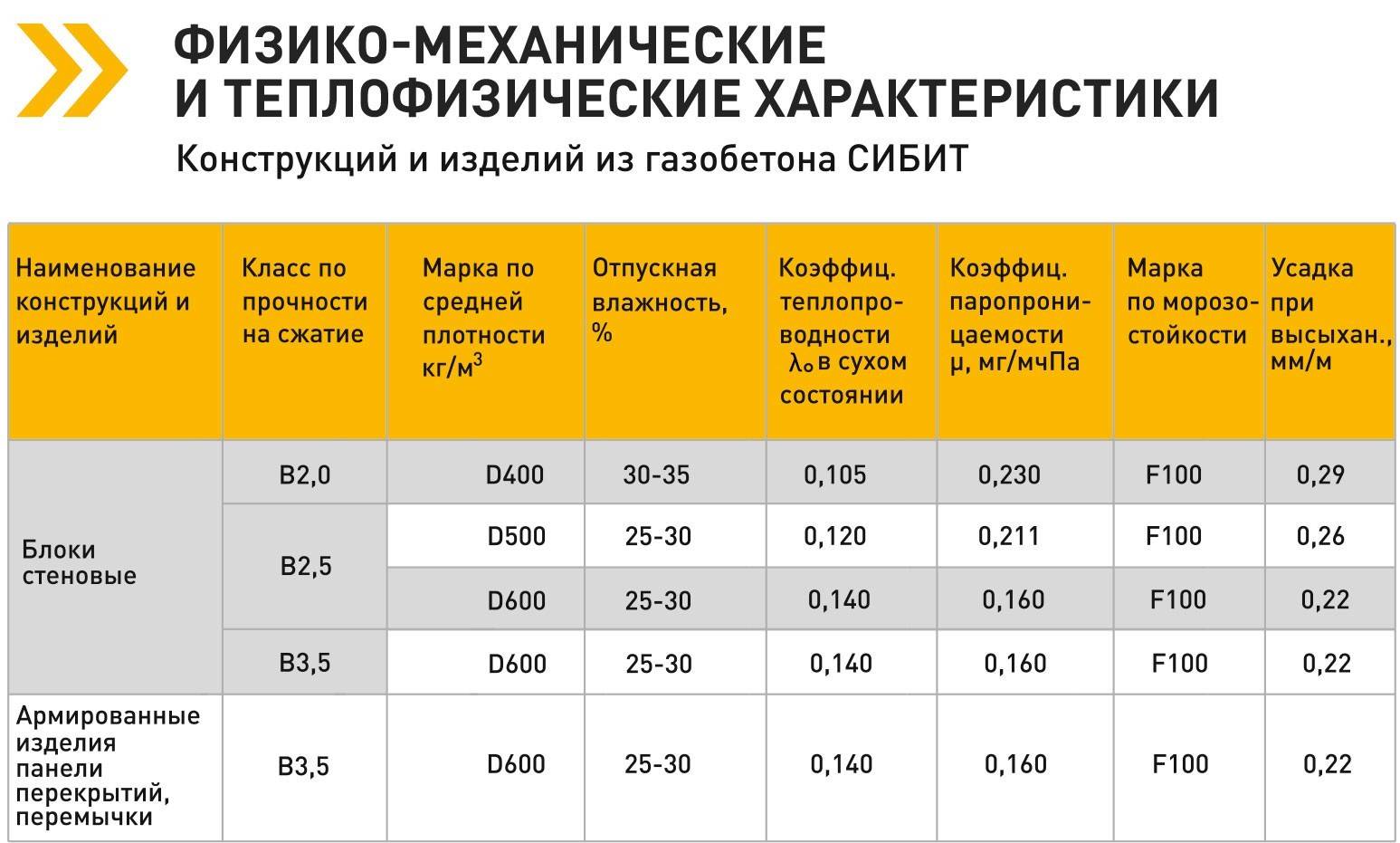
Неармированные и армированные изделия
Производятся армированные и неармированные стройматериалы из газобетона. Они активно используются в жилом и промышленном строительстве. В качестве армированных изделий заводы-производители рекомендуют панели перекрытия и армированные перемычки, которые можно применять для строительства многоквартирных домов. Среди преимуществ таких строительных элементов выделяется малый вес, повышенная прочность и геометрическая точность размеров.
В качестве неармированных элементов из ячеистого бетона на отечественном рынке представлены строительные блоки. При этом значительная часть такой продукции производится с использованием управляемого автоклавного процесса.





