
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
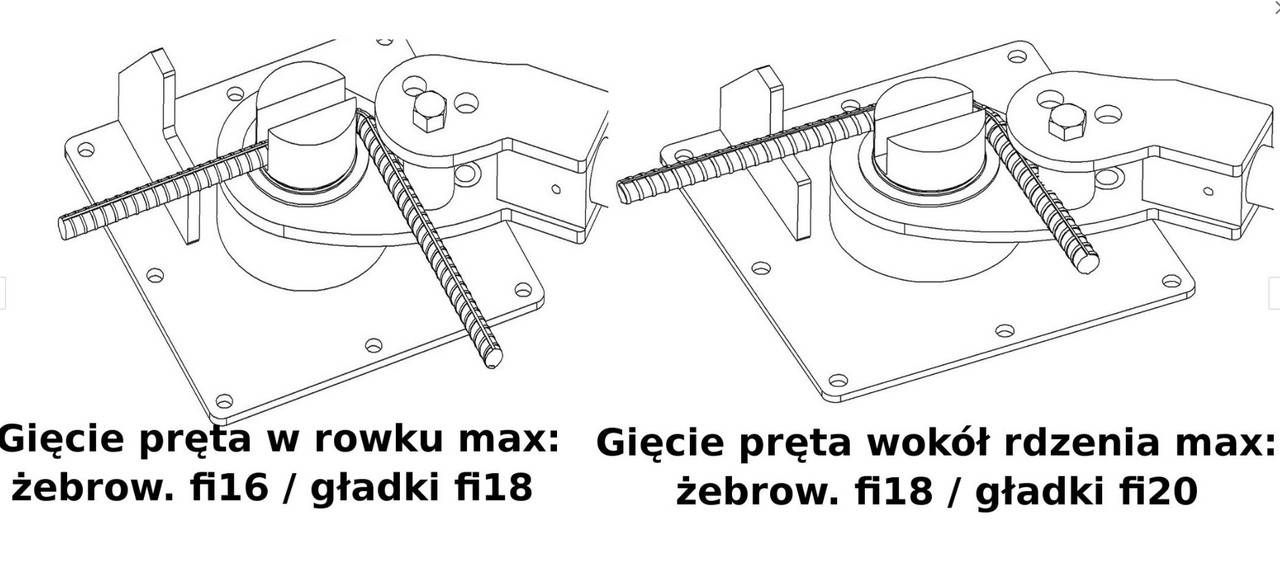
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
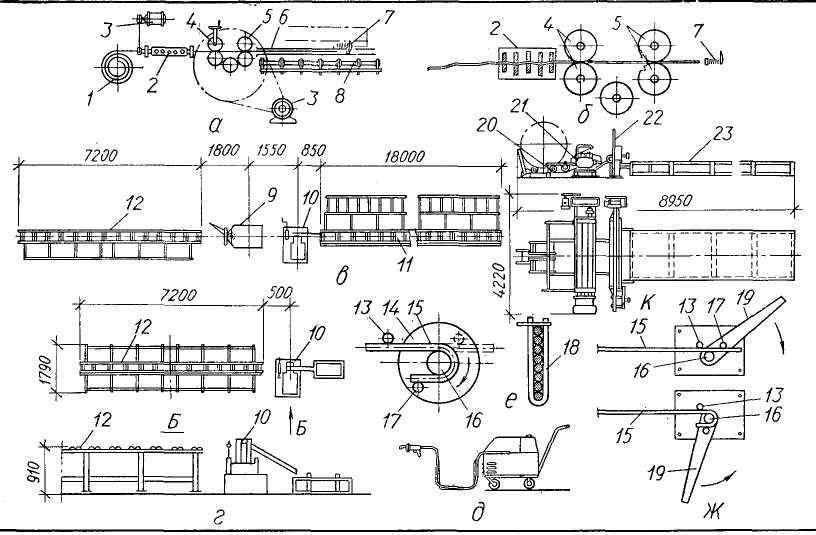
Устройство, схема работы СГА 1
Состав, устройство и работа станка СГА 1
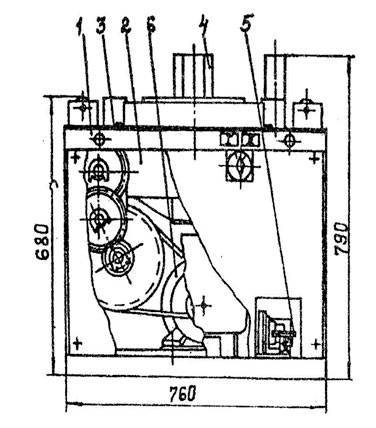
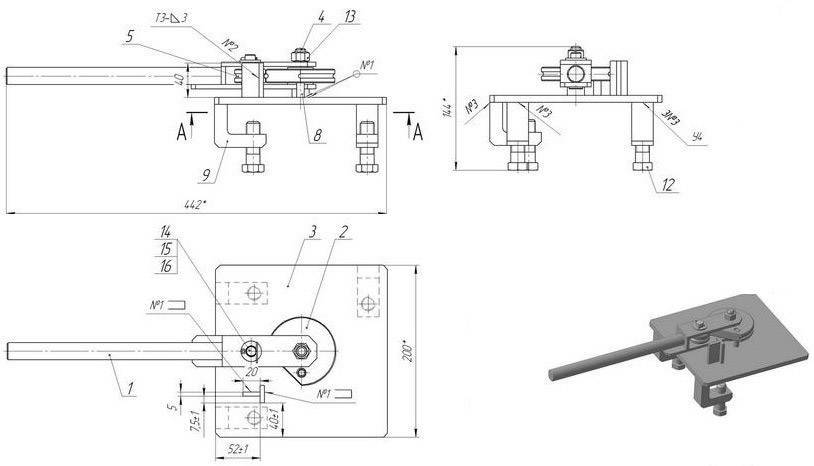
Станок состоит из следующих основных узлов рамы 1, редуктора 2, плиты 3, приспособления для гибки арматуры 4, педального управления 5 и электрооборудования 6.
Рама станка состоит из каркаса и каретки.
Каркас – сварной, из углового проката и служит для крепления всех узлов станка.
Каретка служит для крепления электродвигателя и натяжения клиновых ремней. На верхнем поясе рамы установлена плита в сборе с редуктором и приспособление для гибки арматуры.
В передней части рамы укреплены магнитные пускатели и автоматический выключатель.
К нижнему поясу рамы приварена плита с педальным управлением.
Редуктор 2 состоит из закрытой червячной пары и двух пар открытых цилиндрических шестерен.
Изменение скорости вращения гибочного диска производится путем перестановки шестерен 6 и 7.
Плита 3 служит крышкой редуктора и рабочим столом станка.
К плите приварены квадратные планки с отверстиями под упорные штыри 5 приспособления для гибки.
На плите смонтированы рольганги 7 и выключатели конечные для реверса II и останова 9 гибочного диска.
Для удаления окалины на плите смонтирована воронка с фланцевым креплением для приспособления к цеховой вытяжной вентиляции.
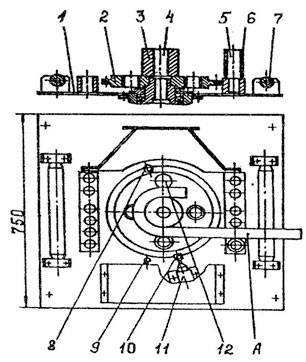 1 – плита; 2 – диск; 3 – ролик; 4 – палец центральный; 5 – штырь; 6 – ролик; 7 – рольганг; 8 – кулачок останова; 9 – выключатель конечный останова; 10 – кулачок реверса; 11 – выключатель конечный реверса; 12 – палец.
1 – плита; 2 – диск; 3 – ролик; 4 – палец центральный; 5 – штырь; 6 – ролик; 7 – рольганг; 8 – кулачок останова; 9 – выключатель конечный останова; 10 – кулачок реверса; 11 – выключатель конечный реверса; 12 – палец.
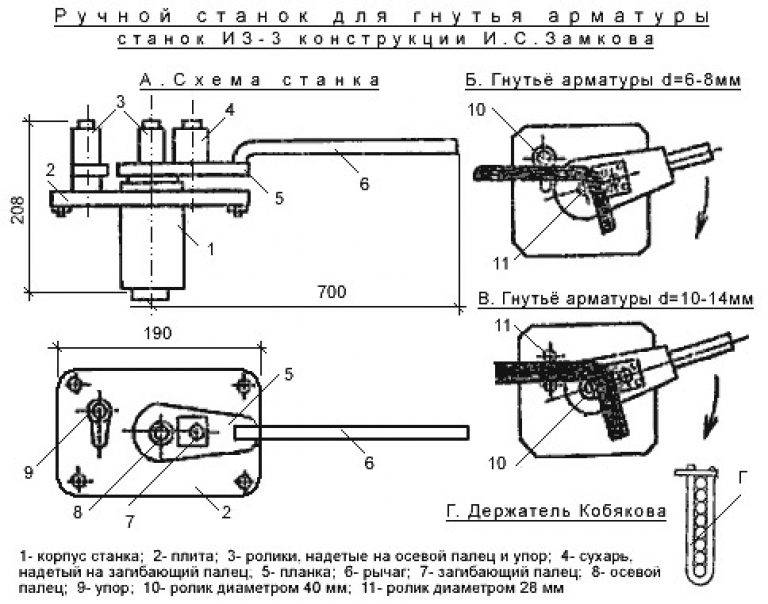
Приспособление для гибки арматуры состоит из гибочного пальца 12, центрального пальца 4 с роликом 3, упорного штыря 5 с роликом 6. На гибочном диске 2 имеются четыре отверстия со втулками для станка гибочного пальца 4, а также кулачки останова 8 и реверса 10. Необходимо иметь в виду, что кулачок останова 8 короче кулачка реверса, чтобы избежать переключения им конечного выключателя реверса.
Электрооборудование станка СГА-1
состоит из электродвигателя (М), магнитного пускателя (КМ-1.КМ-2), автоматического выключателя (SA1), конечных выключателей педали (SQ1), реверса (SQ2) и останова (SQ3), теплового реле (РТ1), кнопки останова (К1). При включении автоматического выключателя (SA1) происходит питание станка.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично
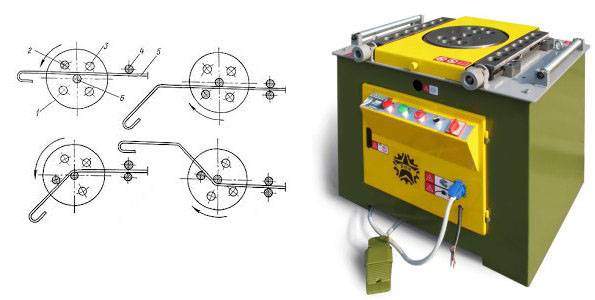
Принцип действия станка при гибке арматурной стали:
Пруток А укладывается на гибочный диск 2 между центральным пальцем 4 с роликом 3, гибочным пальцем 12 и упорным штырем 5 с роликом 6.
При вращении диска гибочный палец 12 заклинивает пруток А и гнет его вокруг ролика 3.
При возврате диска гибочный палец 12 освобождает согнутую на требуемый угол арматуру. Изделия из прутков арматуры с внутренним радиусом гиба 55 мм изготавливаются при гибе вокруг ролика 5, а с радиусом 20 мм – при гибе непосредственно вокруг центрального пальца 4.
уга 40, СГА-1 УГА -40 ВИДЕО гибочный станок для арматуры gw -40 купить в ярославле сга 1. уга-40, схема подключения гибочного станка сга 1 уга40 УГА-40 Характеристики ремонт гибочного станка сга-1 уга-40 в ярославле. уга-40(сга 1), как правильно сделать реверс на уга-40 Станок УГА-40 (СГА 1) Станок УГА-40 (СГА 1) чертежи.
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)

Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Разновидности станков для гибки арматуры
Прежде чем сделать изделие для гибки арматуры самостоятельно, следует ознакомиться с разновидностями данного устройства, а также узнать сильные и слабые стороны каждого изделия в отдельности.
 Простое самодельное устройство для гибки прутов небольшого диаметра
Простое самодельное устройство для гибки прутов небольшого диаметра
Основные типы станков:
- Мобильные. Обладают небольшим весом, который позволяет транспортировать устройство. Большее удобство обусловлено тем, что гибочный станок можно использовать вблизи стройки. В ущерб мобильности идёт ограниченный функционал.
- Стационарные. Нельзя быстро переместить, так как требуется полная или частичная разборка металлических составляющих изделия. Но из-за такого способа размещения, стационарный станок позволяет работать с арматурой, диаметр которой разнообразен.
Разновидности станков согласно конструктивных особенностей:
- Гидравлическое оборудование. Пользуются спросом и популярностью, так как составляющие гидравлической системы обладают низкой ценовой политикой.
- Пневматические. Более дорогие станки из металлических элементов, требующие периодической настройки и калибровки.
- Ручные. Простая конструкции без возможности установки автоматической системы управления. Все операции по гибки арматуры выполняются вручную.
- Электромеханические. Станок, работающий только при постоянной подаче электрического тока.
- Электромагнитное оборудование. Функционируют по принципу работы электромагнитного поля. Как и электромеханические, требуют постоянной подачи тока.
Наиболее простыми являются ручные станки. Их конструкция проста и при наличии соответствующих чертежей, практически каждый пользователь может сделать такой станок самостоятельно.





Принцип работы устройства
Станок используется в строительной сфере для армирования бетона при помощи прутьев из прочной стали. Раньше эта процедура проводилась вручную и требовала дополнительных физических усилий, современные станки позволяют сгибать прутья различного сечения под нужным углом максимально быстро. Для функционирования станка требуется задавать нужный режим. С его помощью обрабатывают элементы из углеродистой и арматурной стали, в том числе полосы из металла, прутья с резьбой и сортовой прокат.
Схема работы и характеристики станков идентичны независимо от их вида. Стандартная конструкция имеет три ролика: центровой, упорный и гибочный. Процедура сгибания осуществляется вокруг центрового ролика, в то время пока опорный удерживает изделие на месте. Заготовку размещают на рабочем диске,а после запуска арматура фиксируется роликом гибочного типа. После выбора режима происходит сгибание изделия под нужным углом. Когда операция будет завершена, арматурогиб отпускает обработанную деталь.
Схемы электропроводки
Станок состоит из опорной рамы, на которой размещается плита и редуктор со специальным устройством, отвечающее за гибку детали из прутов. Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Чаще всего в станке СГА-1 из строя выходит планка для упорных штырей, так как стенки между отсеками достаточно тонкие. В результате неправильного режима работы, либо обработку заготовок из слишком жесткого металла, стенки могут повреждаться. Также страдает гибочный диск для арматуры (по той же причине), хотя он может выходить из строя из-за разбалансировки оси вращения.
Кроме этого, для корректной работы нужно масло, которое заливается в редуктор, им смазывают детали станка. Без него червячный вал нагревается и КПД всего рабочего процесса падает.
4 Популярные модели – какой инструмент выбрать?
Стоимость гибочного ручного оборудования зависит от его производительности, скорости выполнения рабочих операций, а также от того, какие изделия по форме и толщине оно может обрабатывать. Далее мы коротко описываем востребованные марки и модели РСГА, которые продаются в строительных магазинах страны:
- DR-12, DR-20 и DR-25 от Diam-Almaz – ручные гибщики российского производства. Их можно использовать на дому и на любых строительных объектах, где возникает необходимость в гибке арматуры и прутов из углеродистой стали и других сплавов. Любой станок под маркой Diam-Almaz располагает надежными ограничителями длины подачи и угла сгибания изделий. Такой инструмент без труда фиксирует детали зажимом, его можно установить на любой верстак.
- СО-350 от компании МИСОМ (Белоруссия) – несколько моделей станков для работы с арматурой сечениями до 12, 25, 20 и 30 мм. Отличаются прочной простой конструкцией, позволяют одновременно гнуть 2–4 прутка, имеют малый вес (10–30 кг), гарантируют получение точных и максимально ровных изгибов.
- Alba – гибочные станки профессионального класса, ориентированные на применение в промцехах и на строительных объектах. Дают возможность работать с арматурой А-III и А-I диаметром до 30 мм. Характеризуются безотказностью при эксплуатации и длительным сроком службы, высокой мобильностью и прочностью.
 РСГА «Alba» профессионального класса
РСГА «Alba» профессионального класса
Популярностью пользуются и другие гибщики – российские станки УО-120, а также 12Е и 10Е от фирмы Afagan (Турция). Выбрать подходящее вам ручное приспособление будет несложно.
Приводные станки, работающие от прутка
Характерные особенности технологии пластической деформации, которая реализуется на подобном оборудовании — последовательное выполнение переходов отрезки и последующей гибки, поскольку штамповка проводится из непрерывного материала. Поэтому количество переходов на таких станках — не менее двух (в некоторых моделях предусматривается также правка-калибровка отрезанных стержневых заготовок). Неавтоматизированная техника (например, станок для гибки арматуры СГА50) чаще применяется для гибки арматуры диаметром свыше 12…16 мм. Для гибки проволочной арматуры используют специализированные автоматы.
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:

- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Работа станка для гибки арматуры происходит следующим образом. Предварительно оператор набирает программу гиба заготовки, после чего компьютером устанавливается требуемая длина реза исходной заготовки, а также ход гибочного ползунка с учетом пружинения материала и геометрической конфигурации готового изделия. С включением механизма подачи происходит одновременная правка прутка. При подаче до упора включается привод механизма реза, мерная заготовка отрезается и продвигается торцевой частью материала на позицию гибки, где фиксируется. Одновременно компрессором создается давление, необходимое для перемещения гибочного ползунка до полного обжатия материалом матрицы, профиль которой соответствует форме конечной детали. При обратном ходе ползунка сбрасыватель выводит изделие из зоны обработки, после чего оператор удаляет готовую деталь в тару.
Читать также: Как образовалась железная руда
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
В практике производства гнутых арматурных изделий иногда нецелесообразно приобретать автоматизированное оборудование. Гибочный станок для арматуры весьма компактен, прост и отличается значительно меньшей стоимостью. Ограничением данной технологии является необходимость предварительной резки заготовок «в размер».
Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
У гибочного станка СГА-1 допускается изменять профиль рабочих роликов (например, на квадратный), что делает описанное оборудование достаточно универсальным. Схожий принцип действия имеет и ручной станок для гибки арматуры. Таким образом, все гибочные станки для производства деталей арматуры являются оборудованием ротационного действия.
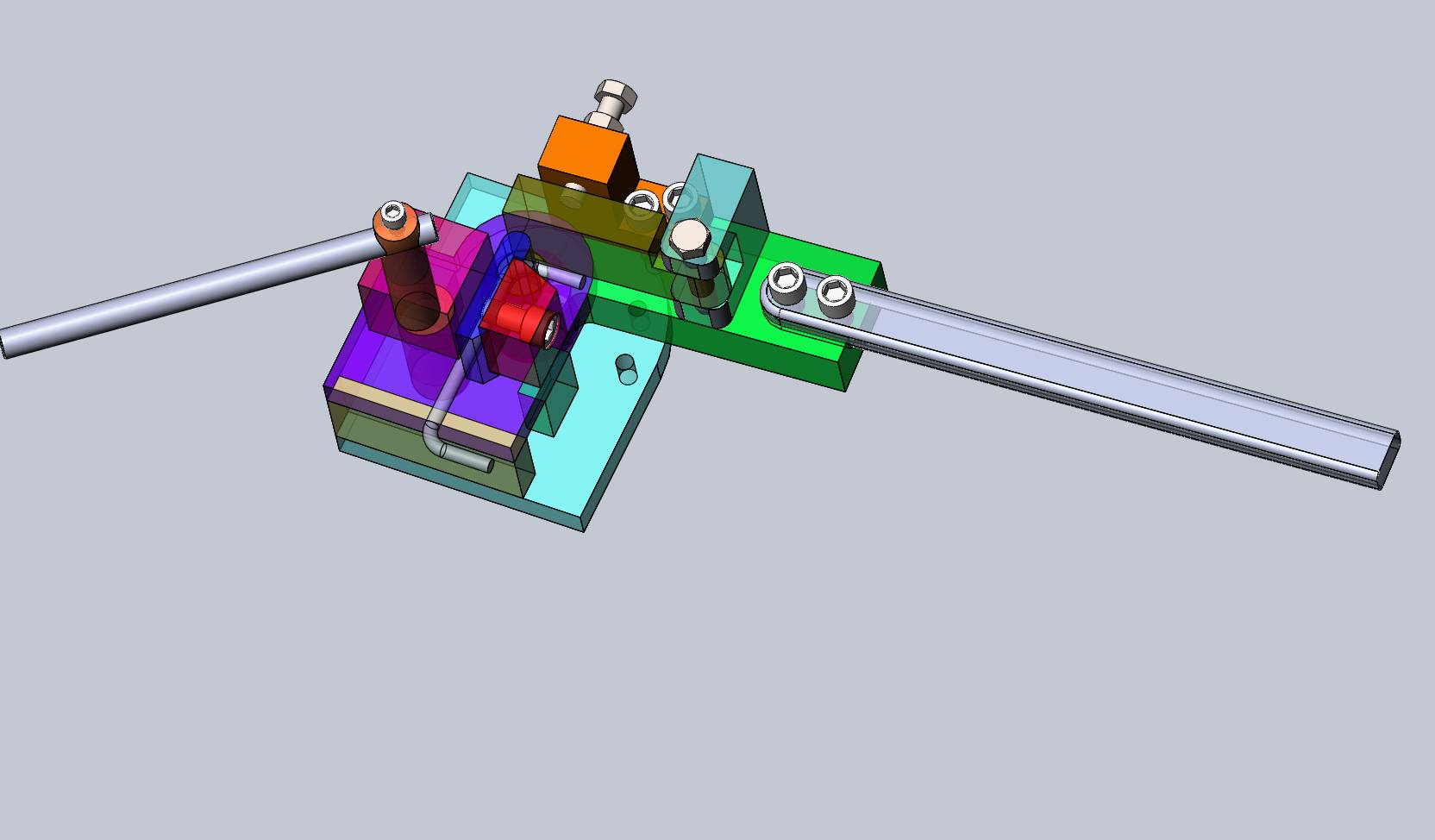
Приспособление для гибки арматуры своими руками

ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
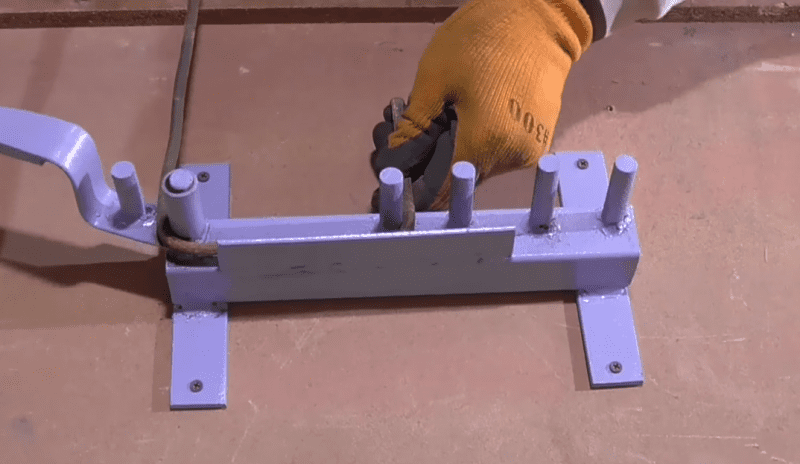
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
https://youtube.com/watch?v=NwchcUPKG1g






Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.
Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
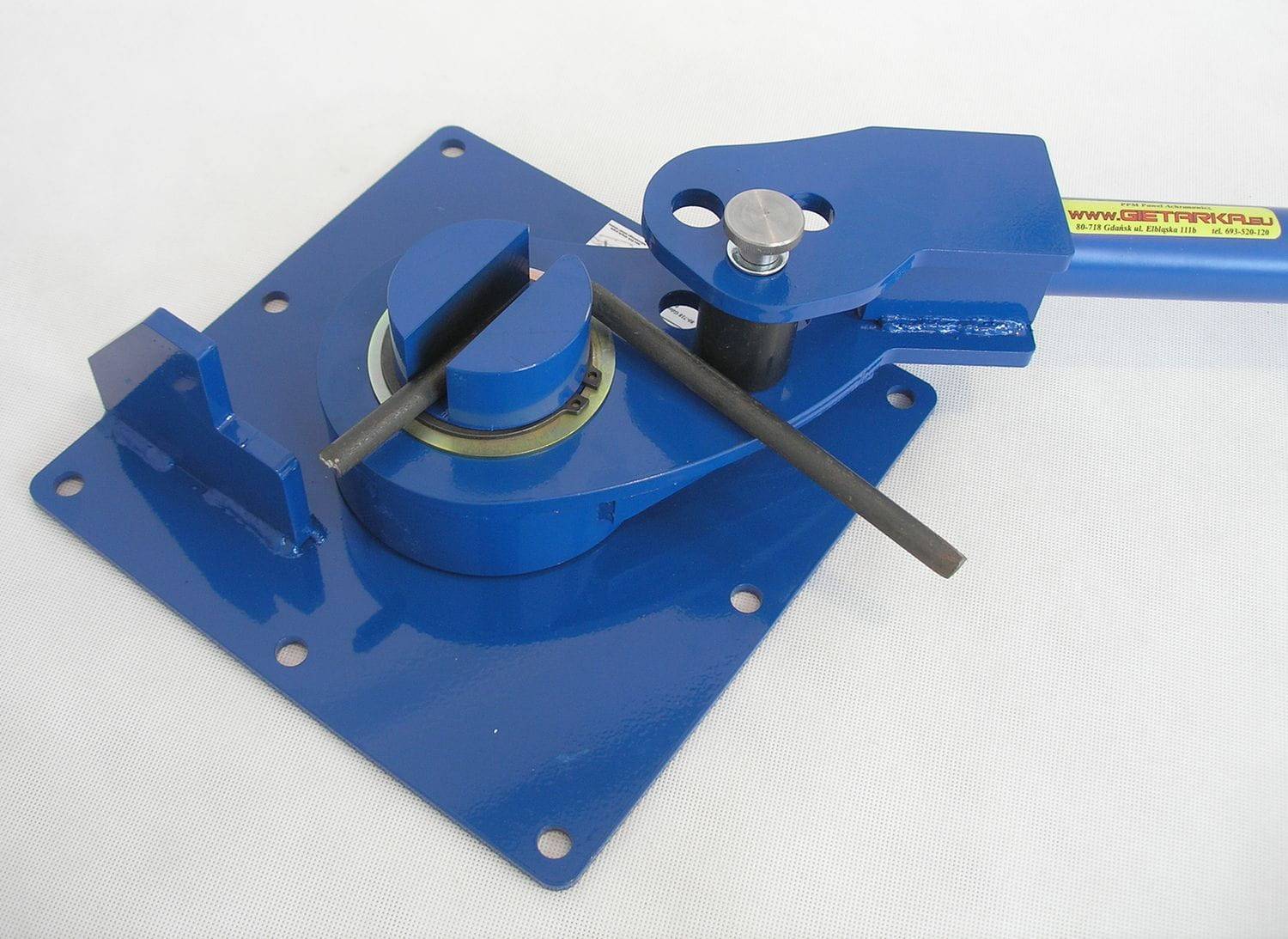
Правила эксплуатации
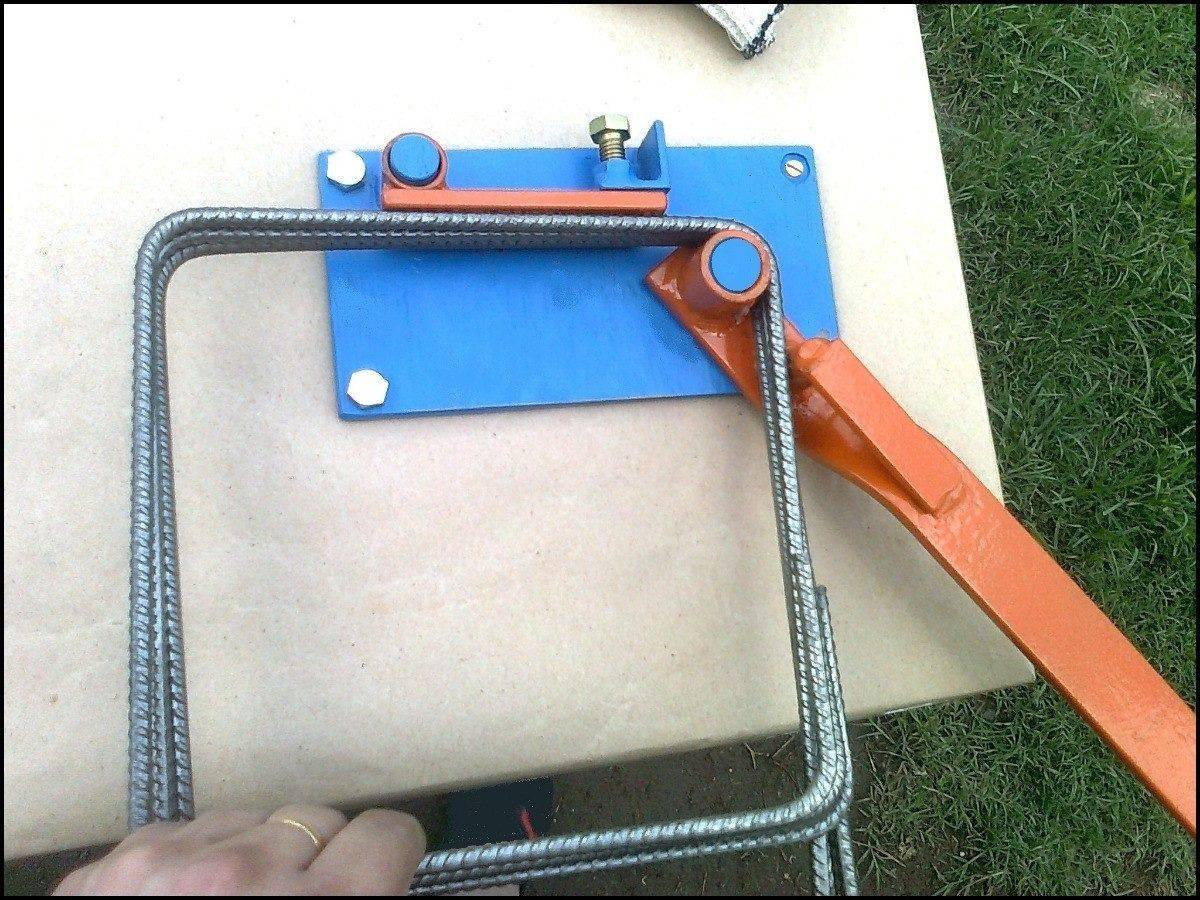
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию.Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
Компания «Мосмонолит Сервис»;
Сайт: http://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта: info@mosmonolitservis.ru.
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
Немного о технологии холодной гибки арматуры
Применяя в качестве исходной заготовки стандартные горячекатаные прутки по ГОСТ Р 5244 — 2006, стоит напомнить, что гибке арматуры практически всегда предшествует отрезка «в размер». Поэтому соответствующий гибочный станок должен иметь две рабочих позиции.
Основными эксплуатационными параметрами гибки арматуры являются:
- Угол гиба.
- Максимальный изгибающий момент.
- Допустимое сопротивление металла.
- Производительность процесса.
Различают свободную и калибрующую гибку. ГОСТ Р 5244 – 2006 предусматривает для производства арматуры преимущественно низкоуглеродистую сталь круглого поперечного сечения диаметром от 6 до 80 мм. Однако иногда условия строительства и требования по прочности строительной конструкции вынуждают использовать высокопрочную арматуру классов A-III, A-IV, A-V и A-VI, которая изготавливается из среднелегированных и высокоуглеродистых сталей типа 25ГС, 80С, 32Г2Рпс и т. п. Такие материалы характеризуются повышенными упругими свойствами, и после гибки заметно распружиниваются.
Арматурогиб, рассчитанный на работу со всеми марками металла, должен работать по принципу калибрующей гибки, когда конструкцией станка предусматривается жёсткий подпор заготовки в течение всего хода деформирующего инструмента. По той же причине оборудование не должно иметь электропривод, который не позволяет оставить под давлением деформируемый участок прутка. В то же время ручное управление арматурогибом, хотя и утомительнее, зато обеспечивает более точную фиксакцию рабочего угла гиба.

Во всех остальных случаях гибка арматурных прутков может выполняться по свободной схеме, когда перед гибкой фиксируются только торцы заготовки. Станок получается конструктивно более простым, и обладает меньшим весом.
Учёт угла сопротивления металла β проще всего можно проводить, пользуясь приводимой далее таблицей. Здесь r – радиус гибки прутка, R — половина диаметра исходной заготовки.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Арматурогиб: как сделать своими руками
› Слесарный инструмент
При возведении дома на нескольких этапах строительства требуется применение арматуры:
- При устройстве фундамента;
- При возведении перекрытий;
- При устройстве армопояса.
Арматура поставляется на строительную плщадку в виде прямых бетонных прутьев, и, чтобы проложить по периметру дома, в некоторых местах её потребуется согнуть. Неправильная гибка арматуры (с подрезами, подогревом мест сгиба) может привести к уменьшению прочностных характеристик. Для «правильного» сгибания используются специальные инструменты – арматурогибы.
Сфера применения гибочных станков для арматуры
Гибочные станки бывают с ручным и с электрическим приводом. Первые чаще применяются для упрощения работ на стройке и для решения бытовых задач:
- Для гибки арматуры непосредственно на стройплощадке при возведении зданий и сооружения на этапе армирования ЖБ-конструкций;
- Для изготовления отдельных изделий из железобетона;
- Для изготовления каркасов, рам, креплений;
- Для производства деталей машин и механизмов.
Станки с электрическим приводом применяются при массовом производстве металлических и ЖБ-изделий.
Особенности оборудования
Арматурогибы ручные встречаются в трёх разных исполнениях:
- На основе простого рычага – в этой системе чем длиннее рычаг, тем меньше сил для сгибания нужно приложить.
- Статичные, которые служат для надёжной фиксации прута. С такими станками для сгибания нужно использовать дополнительные устройства – ключи.
- На системе рычагов – благодаря системе из нескольких рычагов позволяют производить сгибание своими силами арматуры диаметром до 16 мм под любым углом.
Электрические арматурогибы работают на электрическом моторе и не требуют применения усилий оператора для выполнения операций изгиба – оператору достаточно управлять станком с помощью ножной педали. Существуют электрические станки с ЧПУ.







Принцип сгибания арматуры
Принцип работы гибочного станка основан на том, чтобы арматура прочно фиксировалась (одного или двух концов) и по нажатию оператора, усиленного рычагом или системой рычагов, сгибалась под нужным углом.
Согласно строительным нормам, угол сгиба стержня должен быть таким, чтобы в готовом ЖБ-изделии бетон не повредился и не покрошился на месте сгиба.
Не допускается изгиб стержня по надрезу или под действием повышенной температуры – это снизит прочностные характеристики прута, и, как следствие, будущей конструкции. Арматуру можно гнуть только «на холодную».
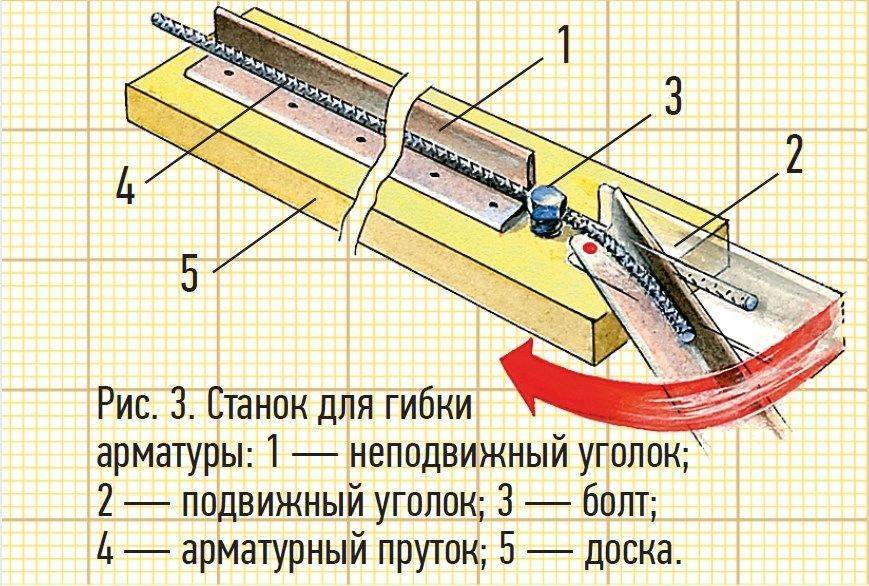
Самый простой гибочный станок состоит из двух соединенных болтом уголков. В наипростейшем, но не самом надёжном, варианте их можно даже не сваривать между собой.
Выполнение изгиба
При выполнении изгиба следует соблюдать строительные нормативны для конкретного типа арматуры: например, допустимый угол загиба А-III составляет 90 градусов, при условии, что радиус загиба не меньше 6-8 диаметров стрежня. Если арматурный пруток сгибается на 180%, прочность снизится уже на 10%.
Как сделать приспособление для гибки арматуры
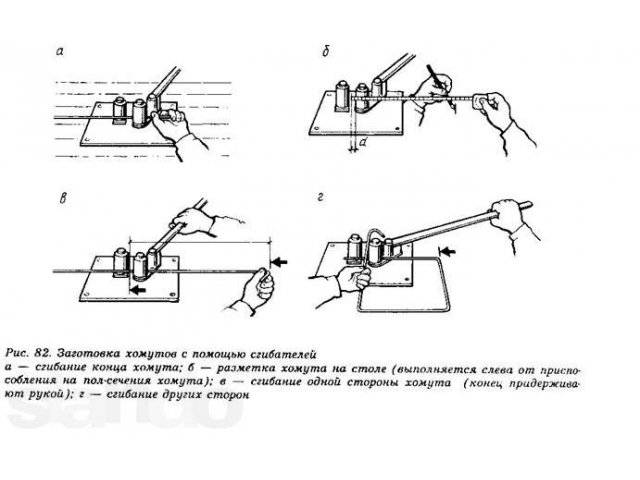
Небольшого диаметра стержни можно гнуть на простых приспособлениях. Для изготовления рамок, хомутов из прутов 6-8 мм можно использовать деревянную опору (кусок бревна) и три куска арматуры в качестве упоров.
Два стержня забиваются в опору по одной оси, один между ними – на расстоянии от оси, равном диаметру сгибаемой арматуры.
Тонкую арматуру можно также гнуть об уголок с нижним упором, приваренном к любой вертикальной поверхности (стене, столбу).
Последовательность действий
- Изготовить основание станка (станину). Чем больше диаметр стержней, которые планируется изгибать на инструменте, тем надёжней станок должен быть закреплён на полу.
- К станине приварить металлическую плиту с заранее приваренным осевым штырём или уголком, на который будет опираться арматурный стержень.
- Соорудить поворотную платформу. На платформе монтируются рычаг (в качестве рычага можно использовать кусок трубы) и центральный и гибочный штыри (упоры), вокруг которых будет гнуться арматура.
Расстояние между упорами выбирается исходя из максимального размера сгибаемой арматуры.
Чертежи самодельного арматурогиба, приведены на рисунке ниже:





