
Изготавливаем щепорез для арболита своими руками
Некоторые детали, чертежи которых представлены ниже, необходимо выточить на токарном станке, остальные можно изготовить своими руками в домашних условиях.
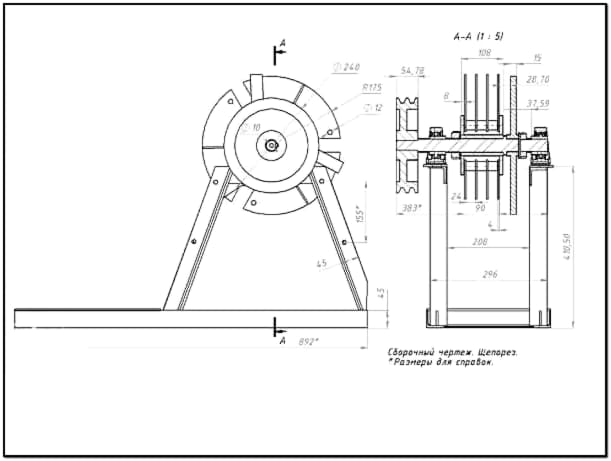
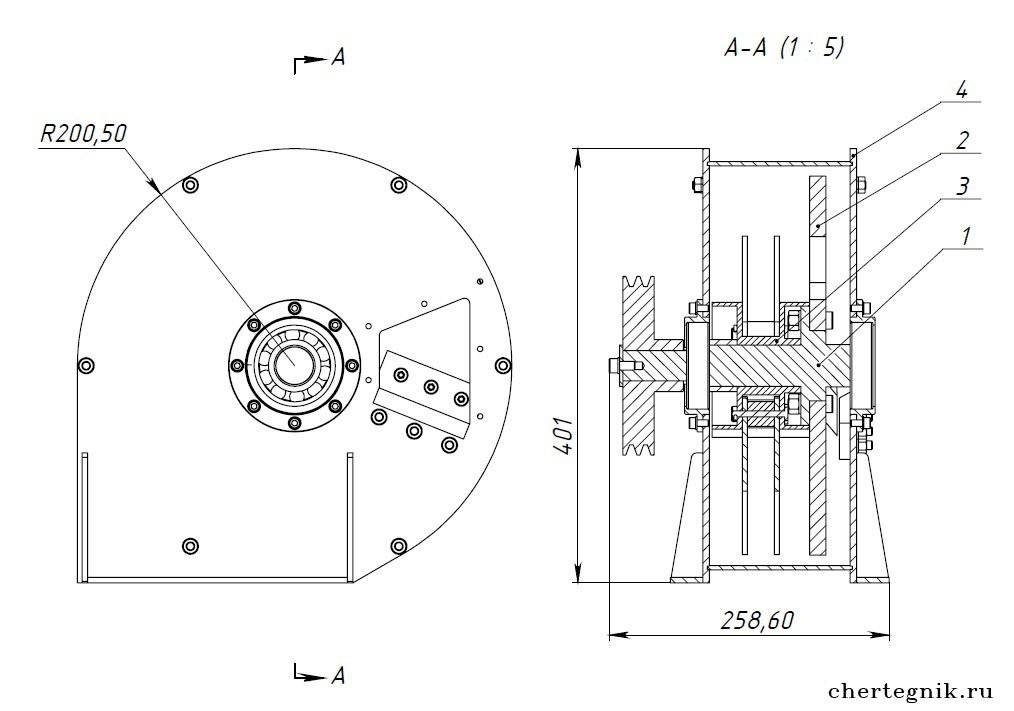
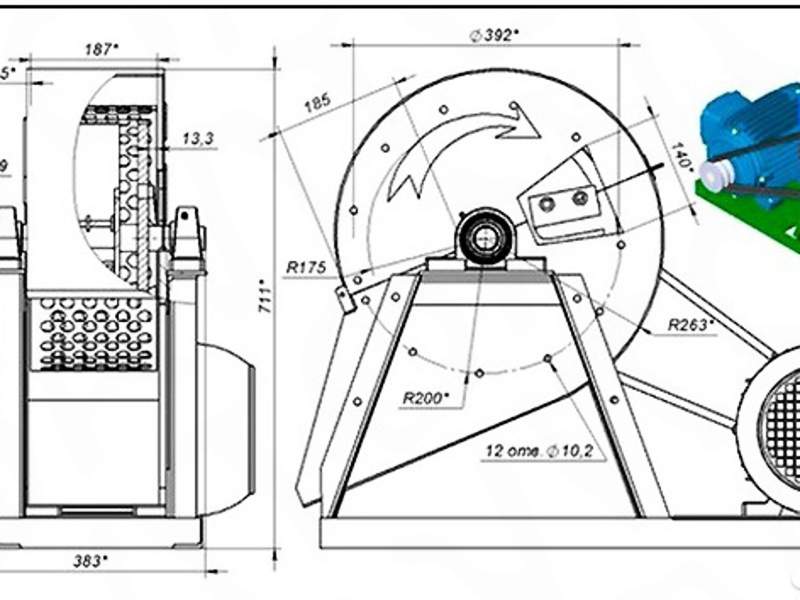
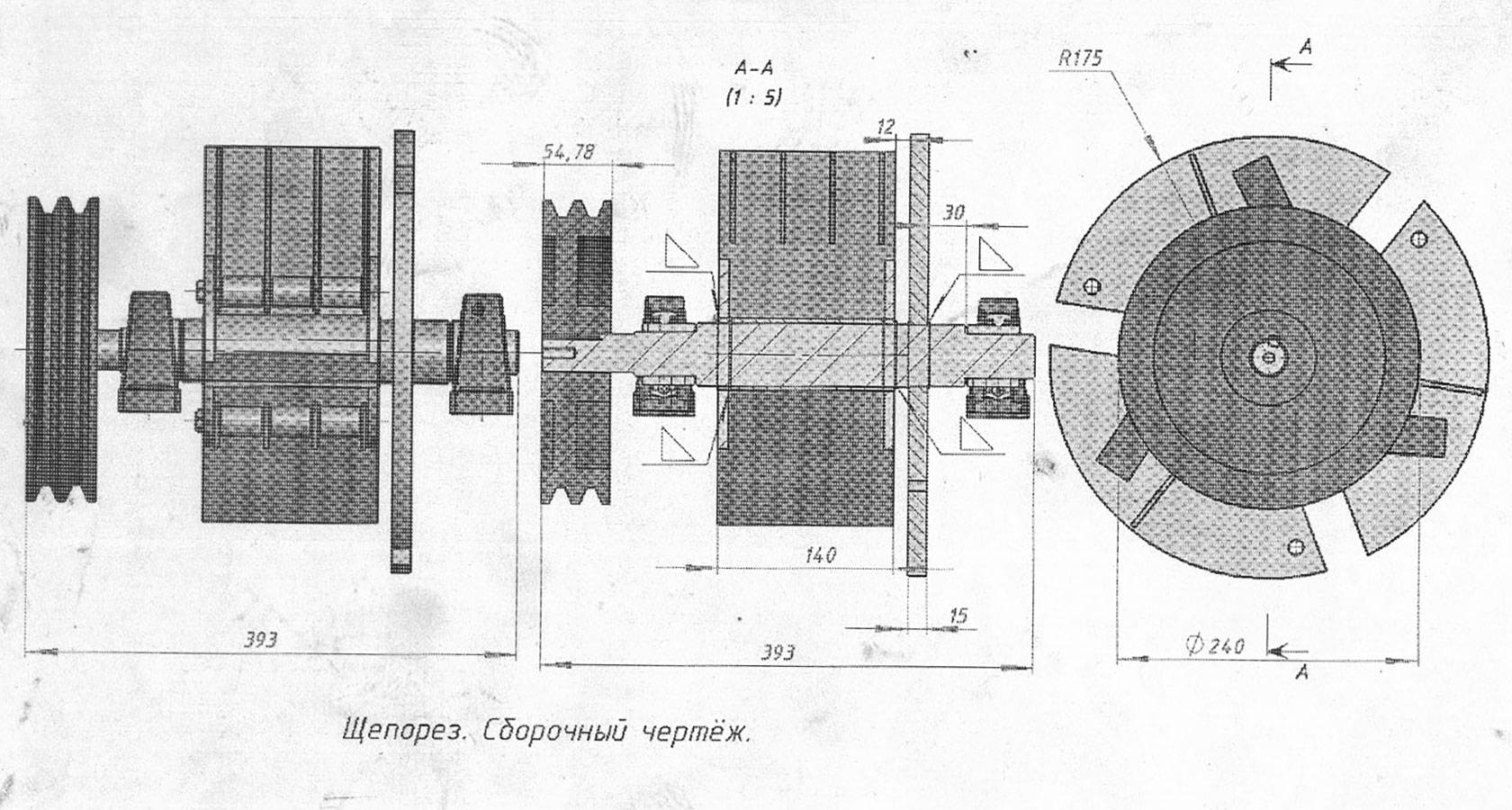
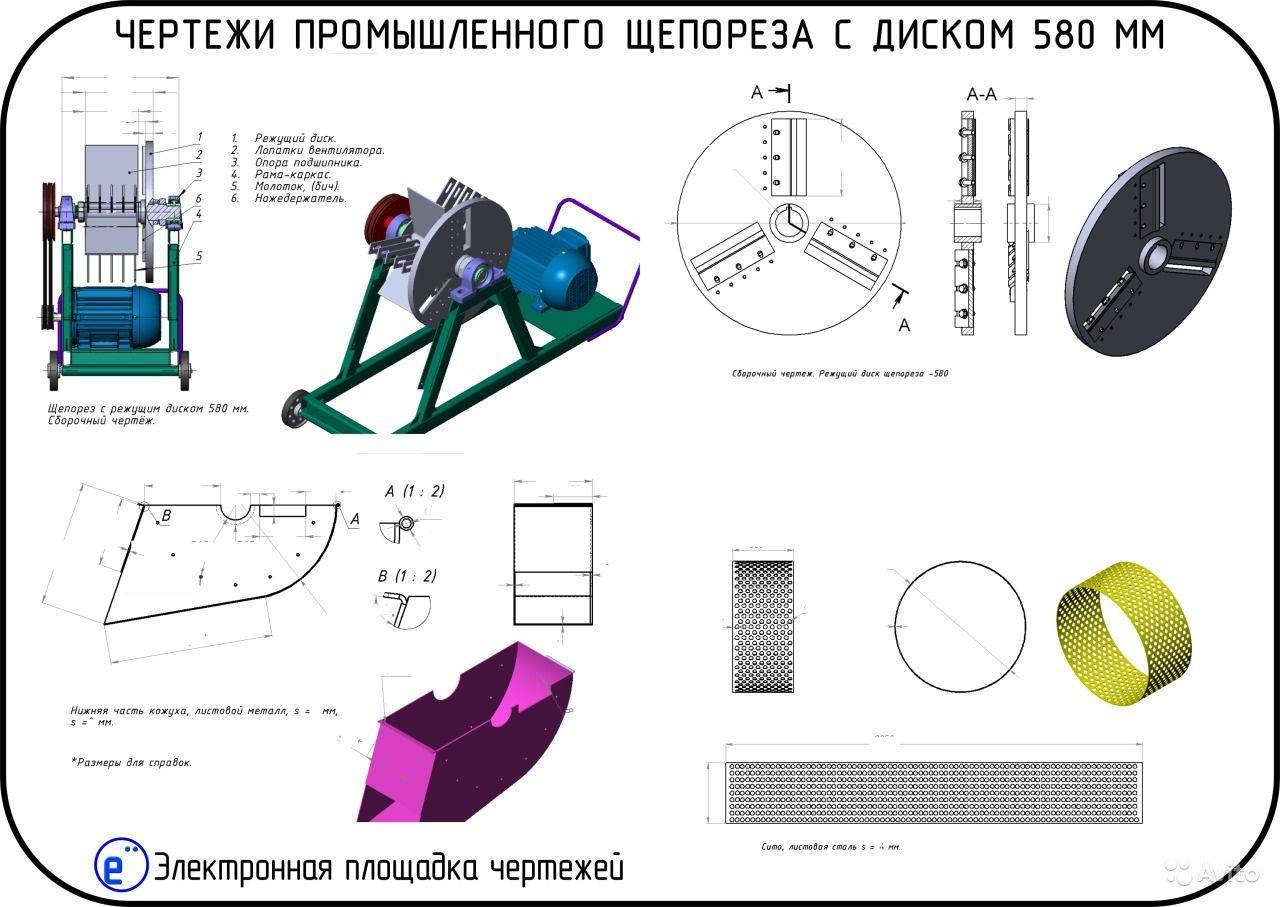
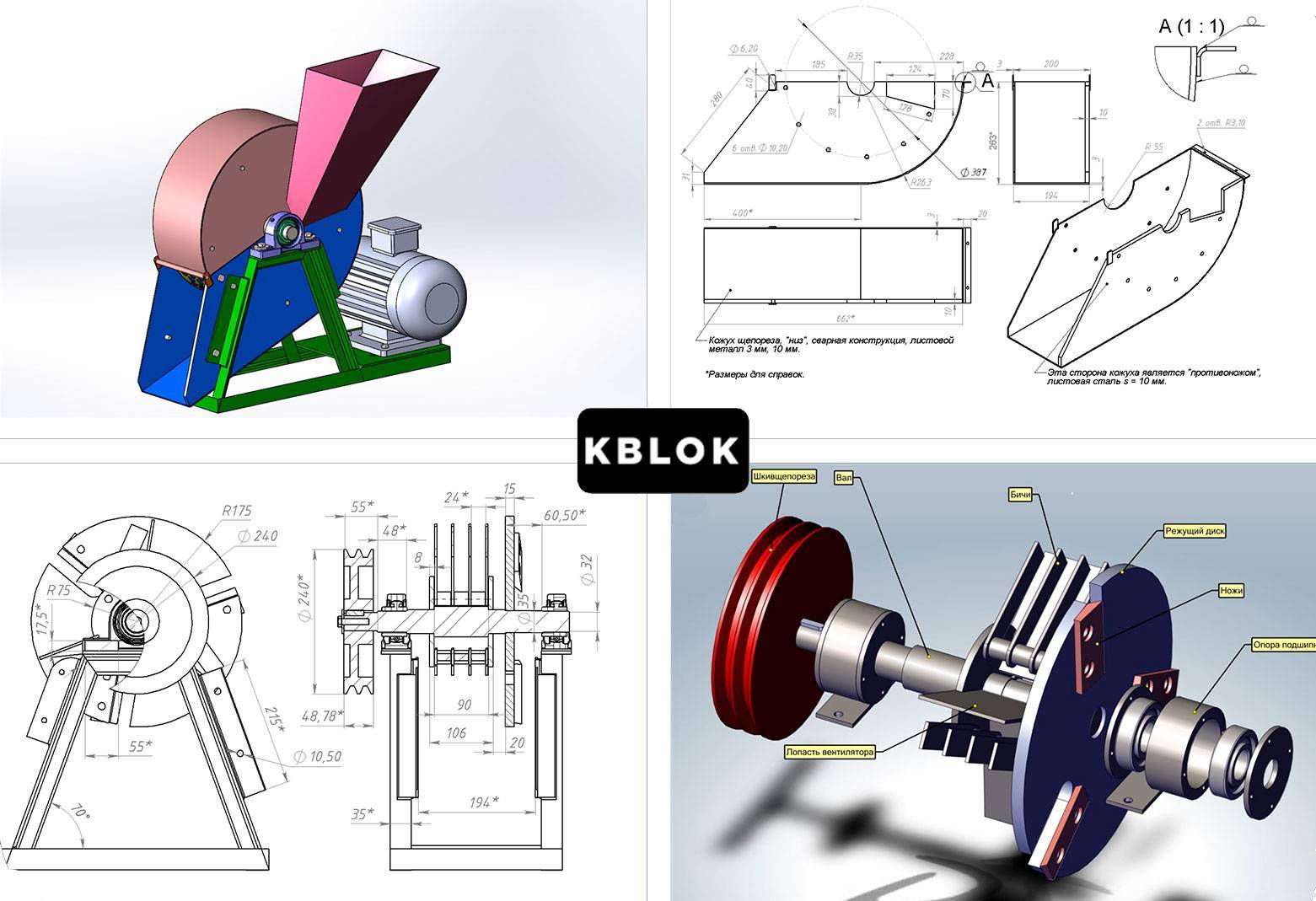
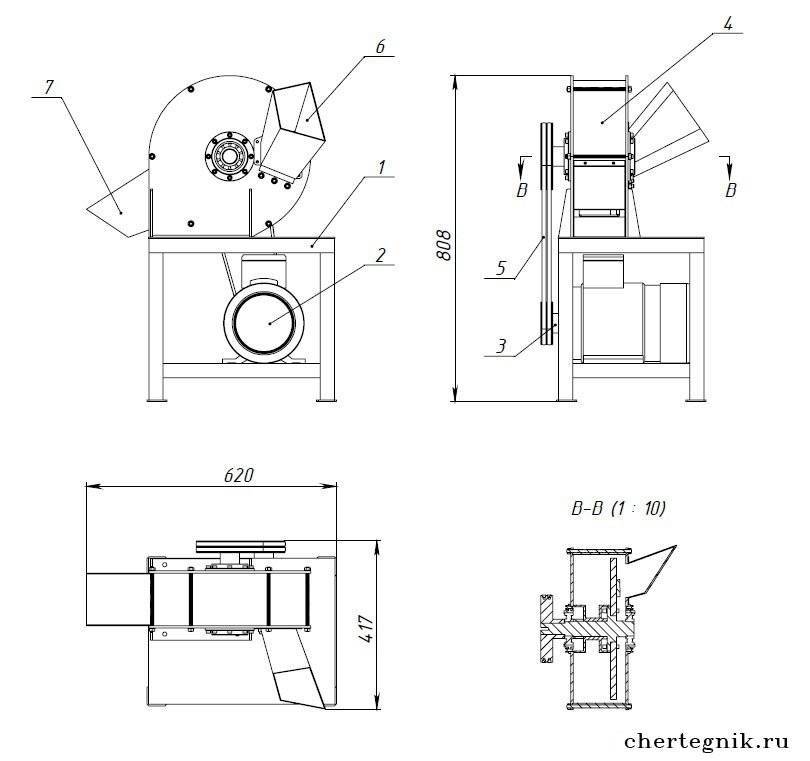
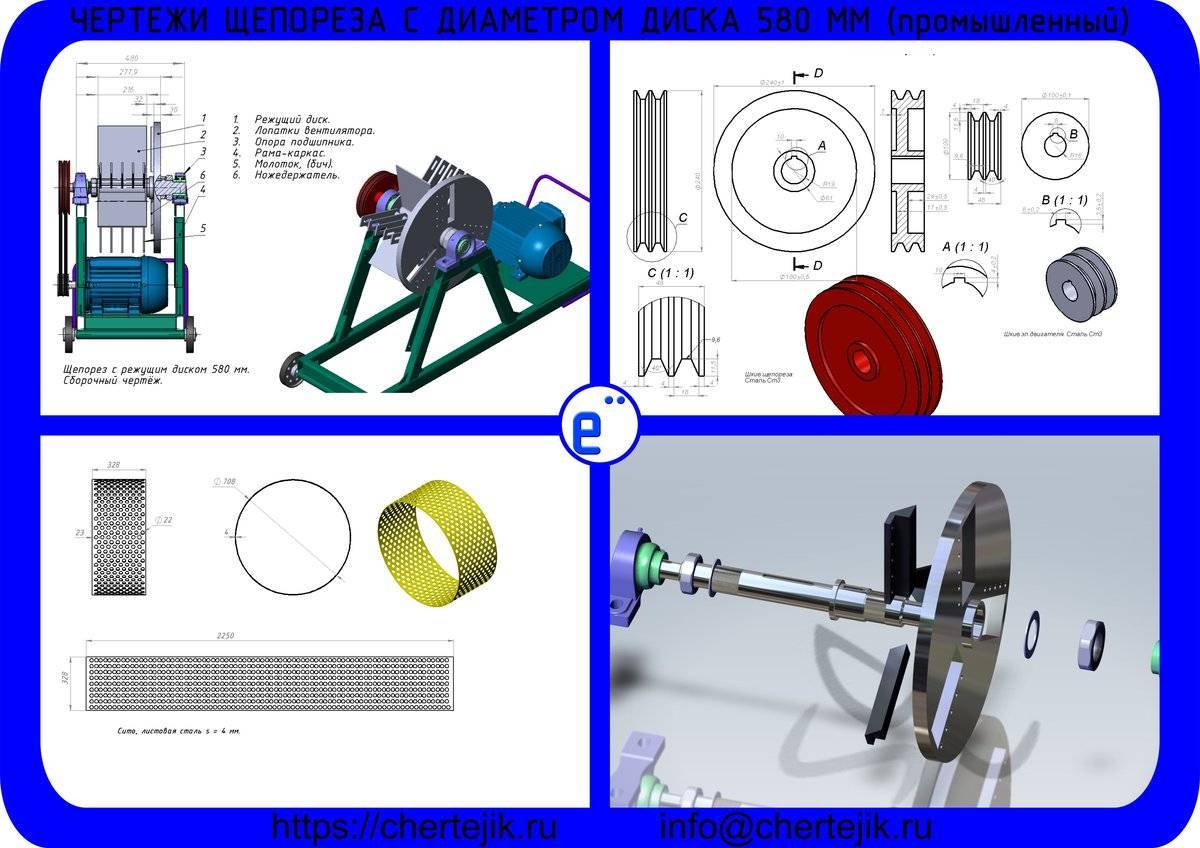
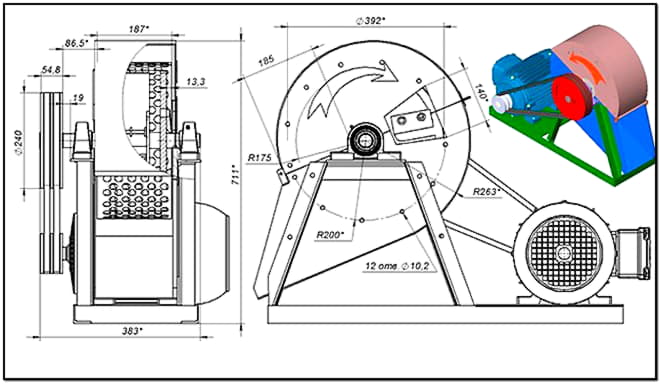 Основные размеры щепореза для арболита
Основные размеры щепореза для арболита
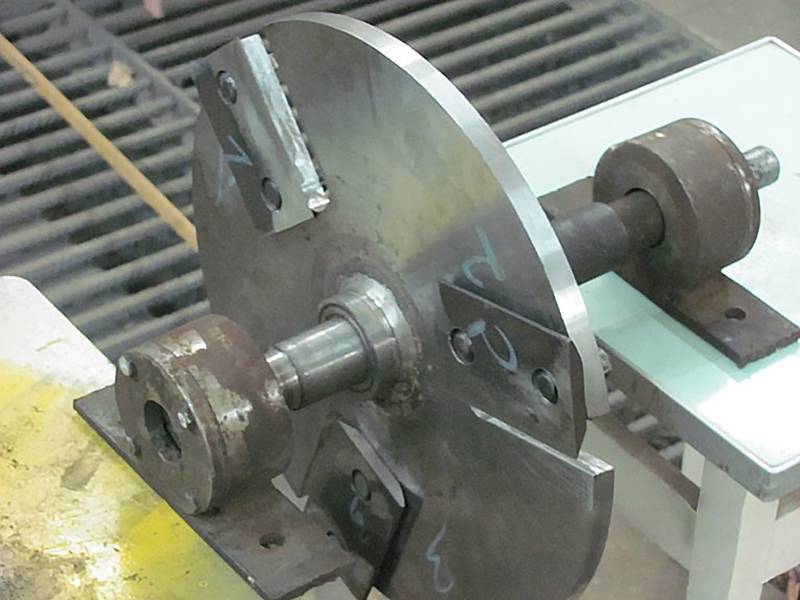
Диск с ножами
Диаметр диска составляет около 300-350 миллиметров, а толщина – около 20 миллиметров. Чтобы предотвратить заклинивание больших и твердых кусков древесины, диск должен работать как маховик. Поэтому его надо сделать тяжелым. Для диска берем металлическую заготовку либо вырезаем его из листовой стали; затем пропиливаем в нем одно центральное отверстие для посадки на вал (учитывая шпоночное крепление), несколько монтажных отверстий и 3 паза, через которые отрезанные части древесины попадают под вращающиеся молотки.
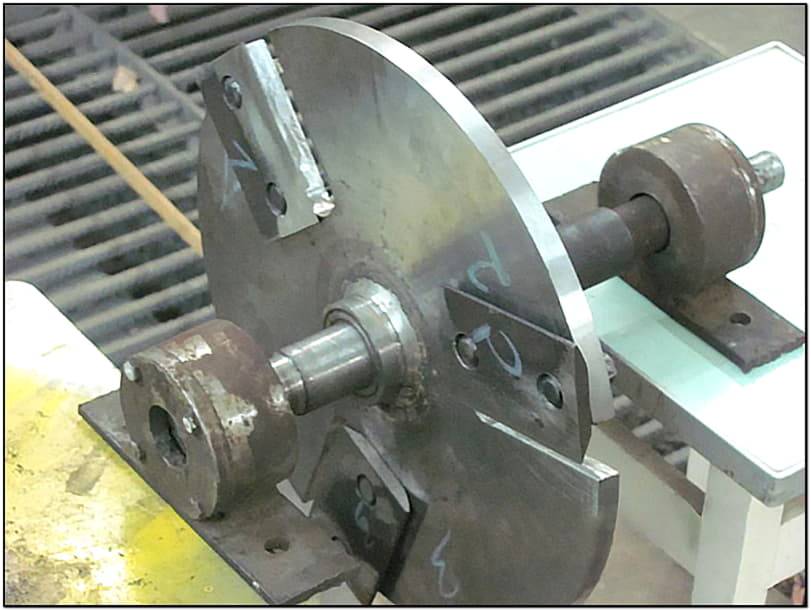 Рубильный диск с ножами
Рубильный диск с ножами
Для изготовления ножей используем автомобильные рессоры. В каждом ноже делаем два отверстия с последующим их зенкованием (чтобы головки винтов были максимально утоплены) и крепим их к диску с помощью болтов с потайной головкой под шестигранник, которые обеспечивают плотное и надежное соединение, а также не позволяют болтам проворачиваться во время обжатия гаек с противоположной стороны.
Молотки
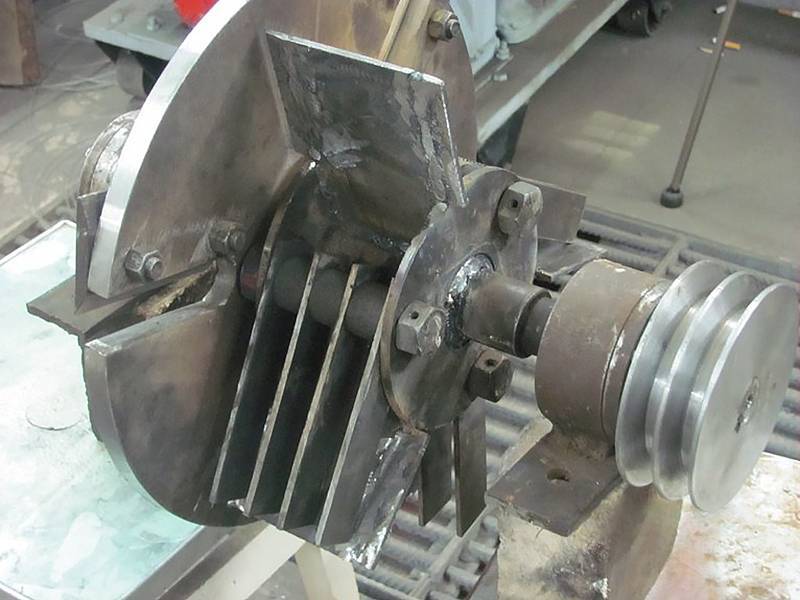
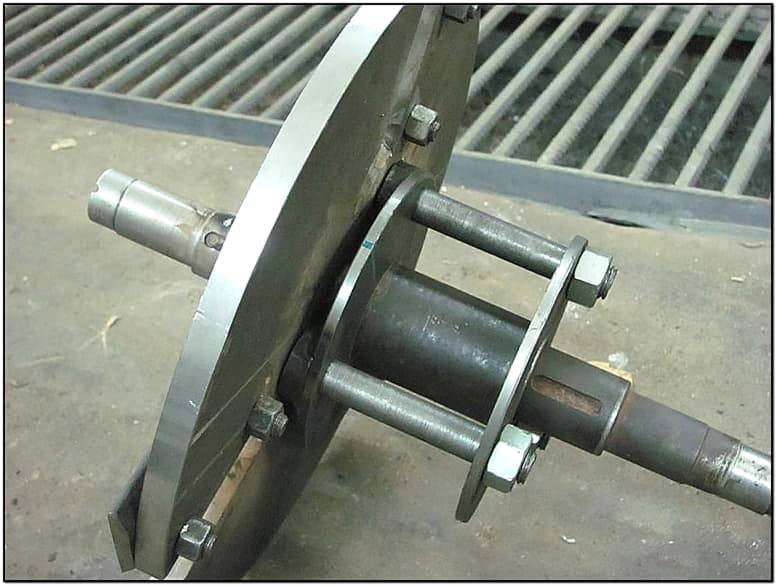 Вал и крепление для молоточков
Вал и крепление для молоточков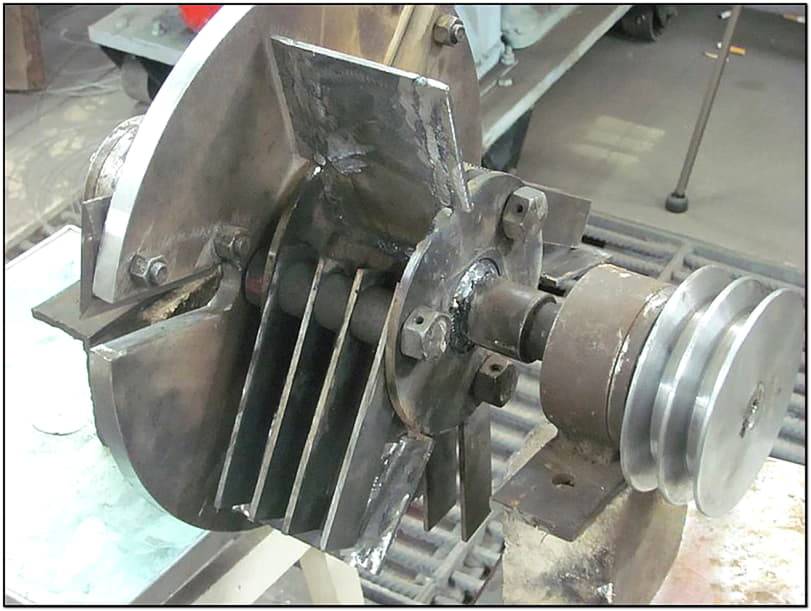 Молоточки и приваренный отбойник
Молоточки и приваренный отбойник
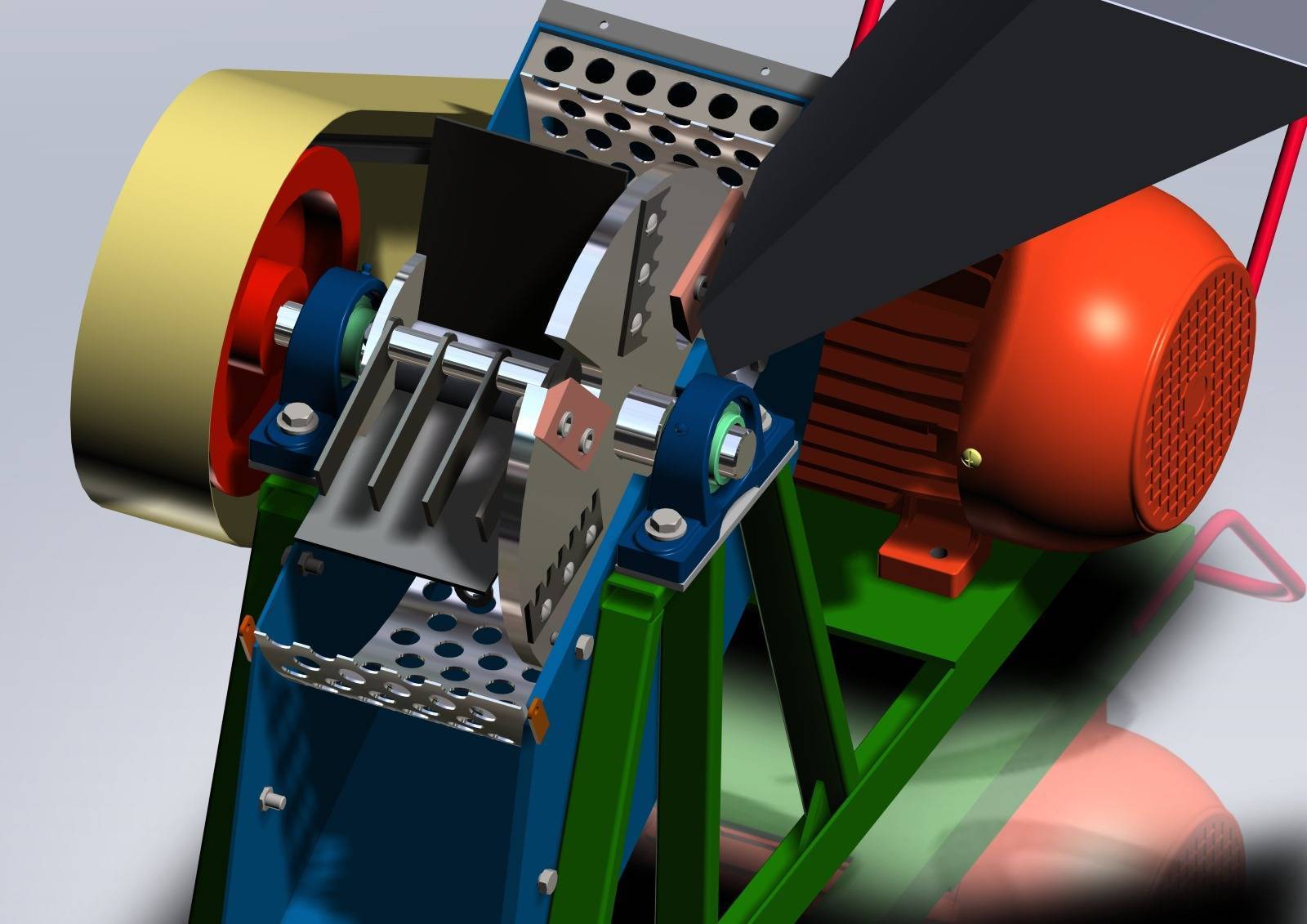
Молотки – это плоские пластины (толщиной около 5 миллиметров), которые расположены на роторе. Они осуществляют дополнительное измельчение щепы. Молоточки лучше купить готовые. Расстояние между молотками в дробилке арболита 24 мм.
 Расстояние между молотками в дробилке арболита
Расстояние между молотками в дробилке арболита
Сито для щепореза
Для изготовления сита, внутри которого будет располагаться растирочная камера, нужен металлический цилиндр Ø 300–350 мм изготавливаемый из металлического листа длиной L 942–1100 мм. В этом цилиндре пробиваются ячейки диаметром 8–12 мм. Просверливать их нежелательно – края ячеек должны быть острыми или рваными, поэтому отверстия рекомендуется проделать пробойником или керном нужного диаметра.
Защитный кожух, воронка, приемный бункер и рама
Для защитного кожуха, и воронки для приемного бункера подойдет листовое железо толщиной 8–12 мм. Листы нарезаются в размер и свариваются в конструкцию так, как указывают чертежи. Нарезаем все детали по заранее подготовленным «выкройкам» (их делаем из плотного картона) Ребра жесткости делаются из уголков, швеллеров или труб.
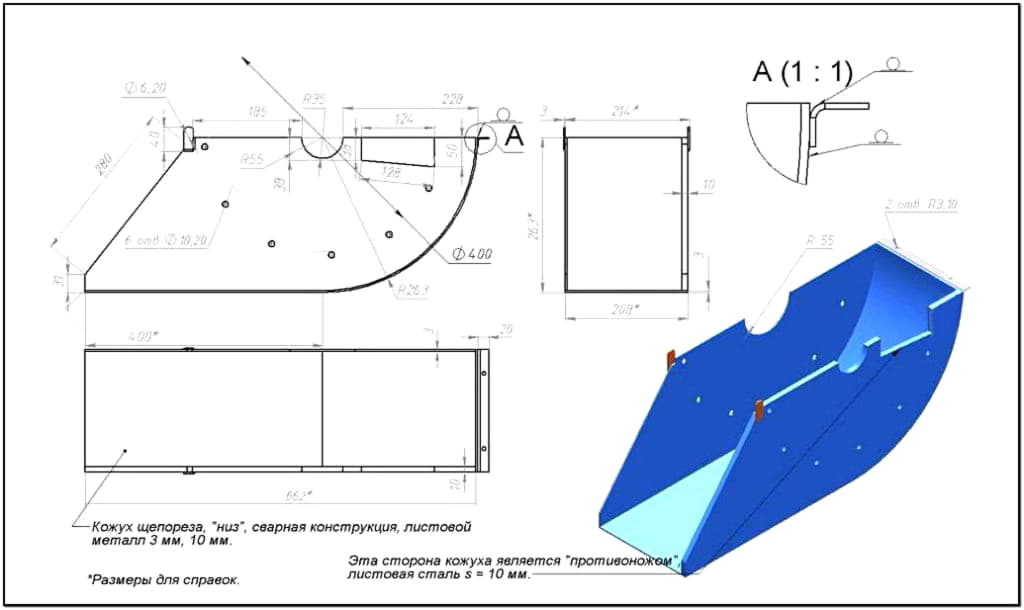
 Защитный кожух
Защитный кожух
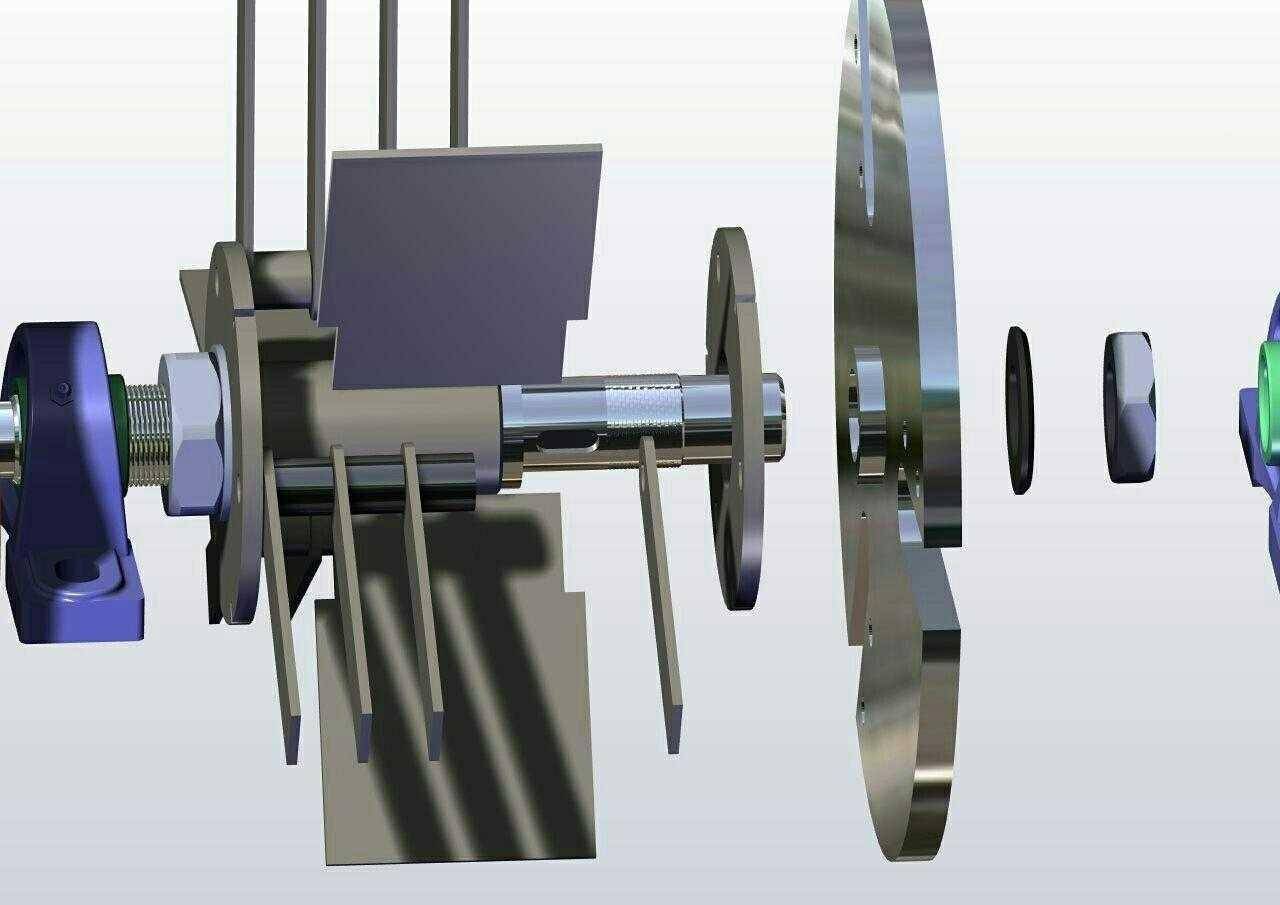
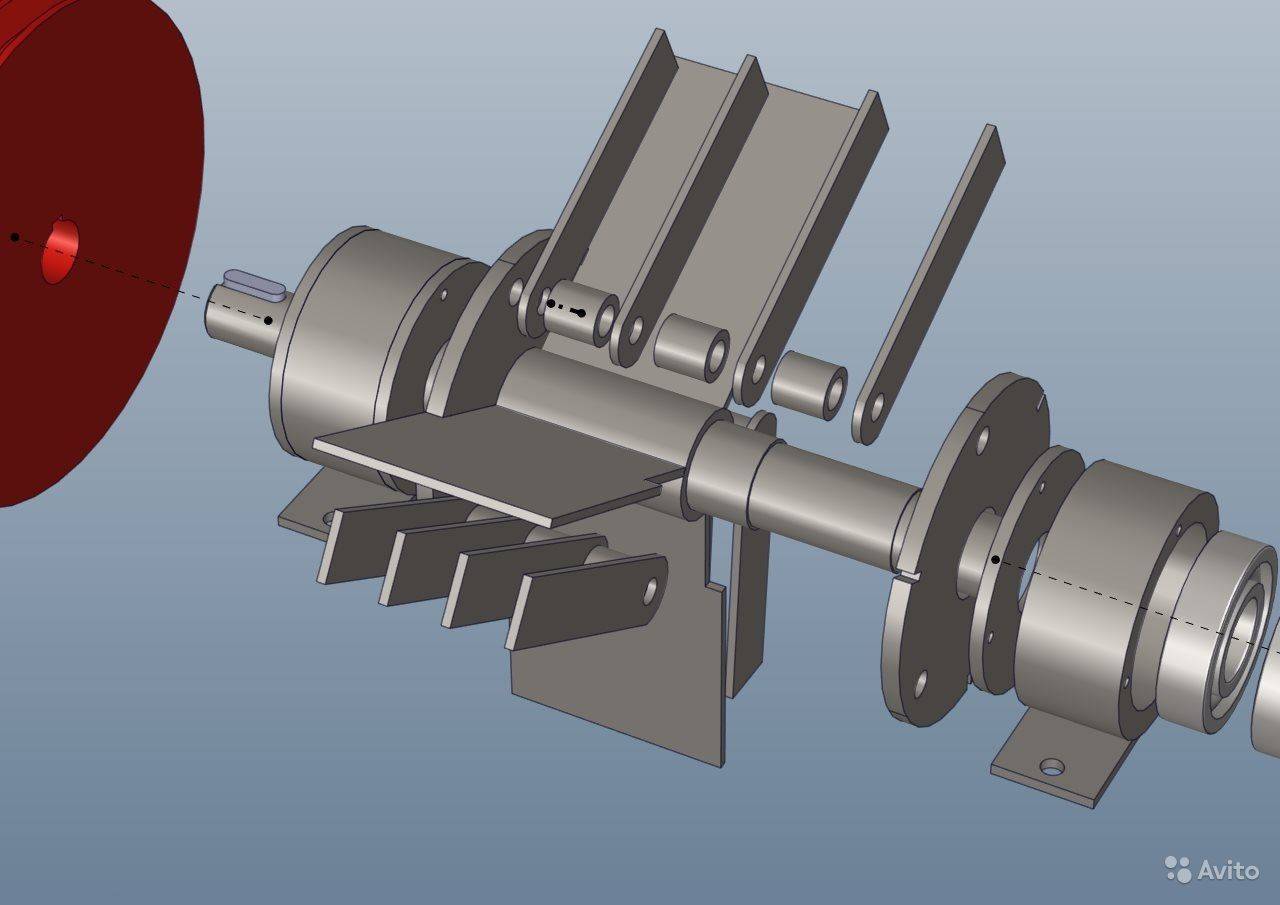
Важно! Сам режущий узел не должен цепляться за стенки корпуса, поэтому чтобы режущий узел свободно размещался в корпусе, диаметр маховика должен быть меньше размера корпуса на 30–50 мм. Оборудование дробильного узла: цапфы вала, на которые необходимо насадить опорные подшипники, плюс била (молотки) и режущий диск. Следующий шаг по изготовлению щепореза — нужно вырезать отверстия для рабочего вала, а также входные и выходные раструбы для подачи сырья и выхода щепы
Следующий шаг по изготовлению щепореза — нужно вырезать отверстия для рабочего вала, а также входные и выходные раструбы для подачи сырья и выхода щепы
Оборудование дробильного узла: цапфы вала, на которые необходимо насадить опорные подшипники, плюс била (молотки) и режущий диск. Следующий шаг по изготовлению щепореза — нужно вырезать отверстия для рабочего вала, а также входные и выходные раструбы для подачи сырья и выхода щепы.
 Рабочий вал
Рабочий вал
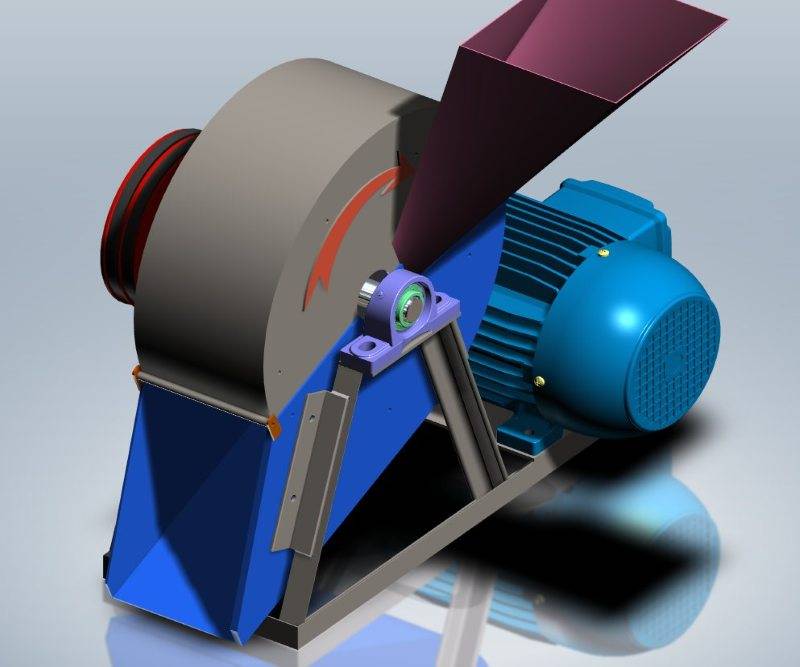
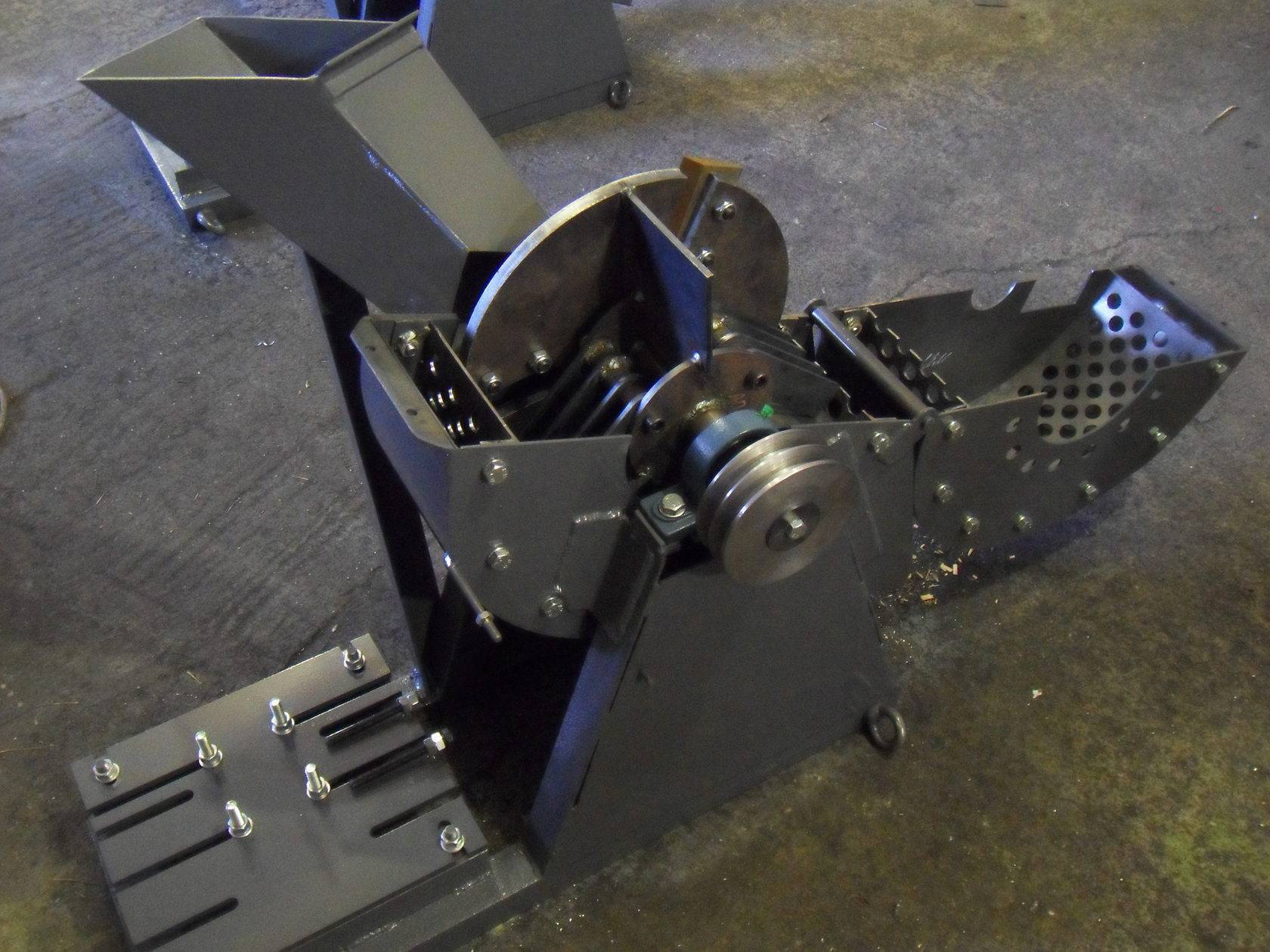
Приемный бункер приваривается к корпусу под углом. Механический и электрический приводы монтируются в последнюю очередь: на раму крепится электродвигатель, затем шкивы требуемого диаметра, и все узлы соединяются ременной передачей. Для этого можно использовать обычные автомобильные ремни подходящего диаметра.
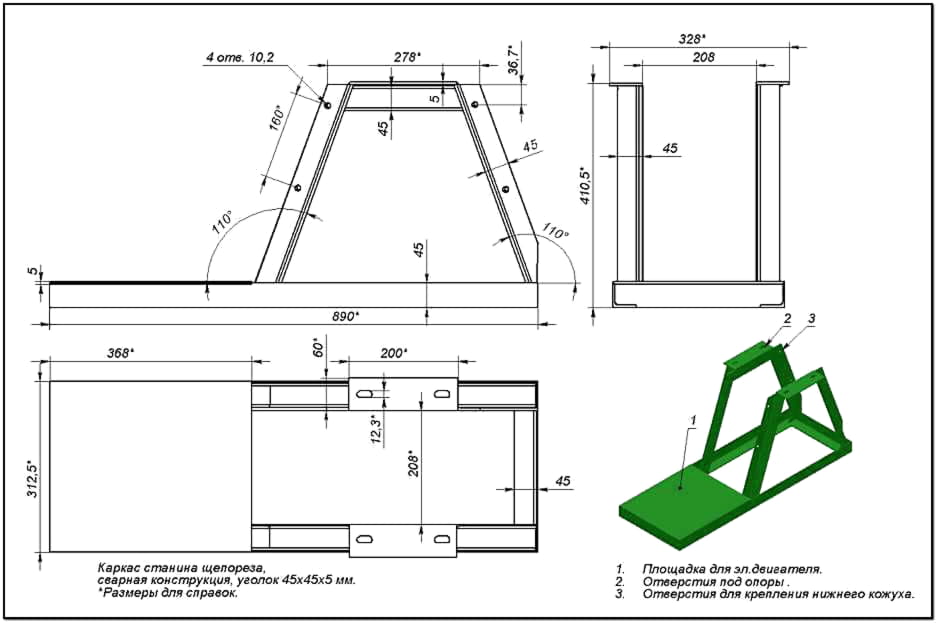 Рама
Рама
Двигатель
От вида двигателя зависят производительность щепореза и объемы затрат на эксплуатацию. Экологичный электродвигатель не очень шумит, намного легче ДВС, но менее мощный, чем его «собрат». К тому же работа щепореза на электротяге зависит от скачков напряжения в электросети.
Агрегат на бензиновом, более мощном двигателе, работает дольше, больше и он не зависит от розетки электропитания. Но ДВС очень шумит, загрязняет воздух, требует ухода и его постоянно надо заправлять.
Если собранный щепорез для арболита соответствует требованиям точности и в соосности не будет разбега, то можно применить не ременное соединение, а соосную схему — можно подключить валы через муфту.
Основные детали для монтажа самодельной дробилки
Измельчитель веток своими руками. это отличный способ обзавестись полезной техникой для приусадебного участка, без лишних затрат. Для монтажа агрегата необходимо иметь профессиональные навыки и опыт слесарных работ.
Принцип работы дробилки для веток, сделанной своими руками имеет сходство с обычной бытовой мясорубкой: это измельчение древесины в щепу. Станок производит дробление дерева, на выходе получается стружка. Для конструкции необходимо выбрать подходящий двигатель и ножи, элементы корпуса и соединительные детали.
Выбор двигателя
Дробилка для щепы, выполненная своими руками монтируется с учетом типа работы устройства и его мощности. Процесс измельчения может осуществлять как бензиновый, так и электрический двигатель. Каждый из них имеет свои преимущества.
Электрический двигатель ограничивает работу дробильного устройства зоной доступа к источнику питания. Он не образует выхлоп, что позволяет эксплуатировать механизм в закрытых помещениях. Бензиновый двигатель не зависит от электросети и обладает более высокой работоспособностью, а чаще и мощностью.
При выборе двигателя необходимо учесть параметры мощности:
- Двигатели мощностью 3 – 4 кВт. справятся с измельчением веток со средним диаметром до 4 сантиметров.
- Агрегаты мощностью 6 кВт. подходят для измельчения крупных веток до 15 сантиметров в диаметре.
Промышленные измельчители древесины в зависимости от модели оснащаются фрезерной системой, дисковым или дисково — фрезерным ножом.
Когда дробилка древесных отходов собирается своими руками, для нее используются более простые режущие элементы:
- Набор из дисковых пил.
- Ножово — дисковая конструкция или двухвалковая система, оснащенная 8 ножами.
Наиболее популярной системой измельчения служат дисковые пилы.
Система дробления
При выборе дисковых пил стоит отдать предпочтение изделиям с твердосплавными насадками, в этом случае можно избежать частой заточки лезвий.
Корпус измельчителя
Измельчитель древесины своими руками монтируется на основе сварной каркасной конструкции из стальных труб, внутри которой будет установлен двигатель. С расчетом на мобильность агрегата рекомендуется снабдить его колесами. Для изготовления кожуха можно использовать листовой металл или оцинкованную сталь.
Самодельный измельчитель веток сделанный своими руками может иметь не презентабельный вид, как промышленный агрегат, но в перечень ее достоинств входят такие важные преимущества, как:
- Невысокая себестоимость.
- Легкость в управлении.
- Эффективность в работе.
Рекомендуем к прочтению:
Переработка строительных отходов
Система управления отходами производства
Устройство станка
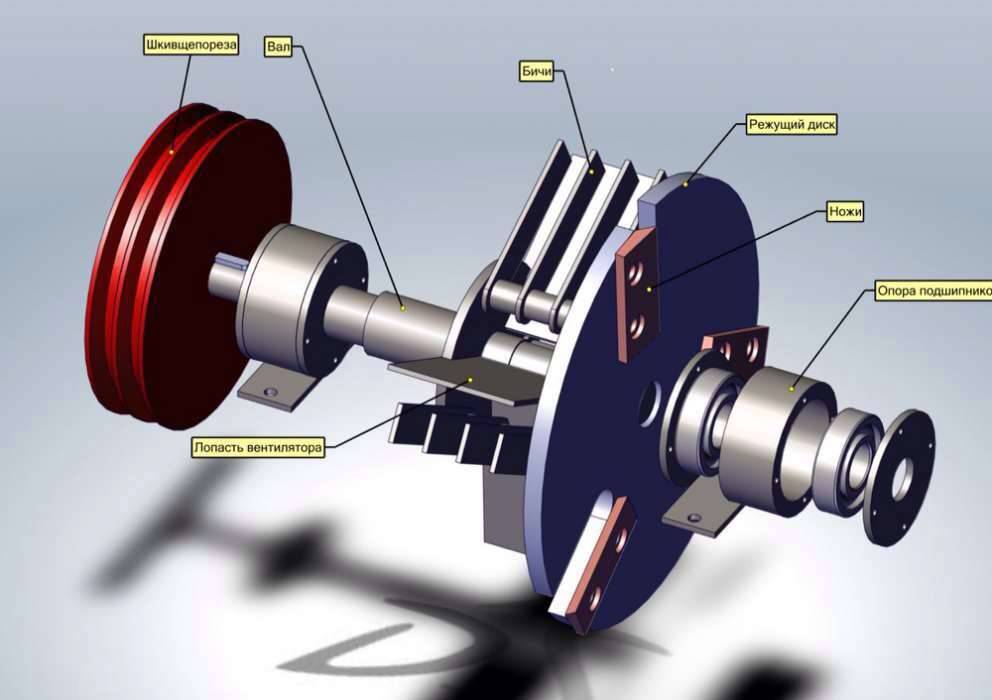
Щепорез, чертежи какого можно взглянуть на картинках к нашей сегодняшней статье, состоит из таких центральных элементов:
- Корпус машины.
- Кожух с защитной функцией, который оберегает двигающиеся части устройства. Может быть откидным или снимающимся.
Мотор. Он может быть электрическим или внутреннего сгорания.




Вал, который совмещается с двигателем.
Наружный шкив, который соединяет между собой вал и мотор.
Молотки плоской формы, когда находятся в свободном вращении.
Отбойники, которые делят молотки на некоторые части (сектора).
Диск, на котором закреплены ножи.
Сито. Размер ячейки в нем составляет 15-20 мм. В нем собираются продукты рубки.
Входной патрон, в который конкретно подаются отходы древесины.
Расчёт расхода сырья
Необходимое количество арболита рассчитайте исходя из общей площади несущих стен за вычетом площади проёмов.
- Если вы намерены изготавливать стандартные блоки 20х30х50 см, значит, один блок в плоскости стены занимает 0,20 х 0,50 = 0,1 м².
- Разделив общую площадь стен в м² на 0,1 м², вы получите количество арболитовых блоков в штуках.
- Количество готового стенового материала измеряется в кубических метрах. Объём одного блока составляет 0,03 м³.
- 1 м³ арболита состоит из 33 блоков.
Для изготовления 1 м³ арболита потребуется:
- 250–300 кг портландцемента.
- 250–300 кг сухого наполнителя.
- 400 л воды.
- 8–10 кг химических добавок.
Оборудование и инструменты
В продаже имеются станки для изготовления арболитовых блоков на дому. Они облегчают и ускоряют трудоёмкую работу, но стоят дорого. Если вам необходим стеновой материал только для своего жилища, и вас не пугает длительность процесса, вы можете обойтись без дорогостоящего оборудования.
Вам понадобятся:
- бетономешалка принудительного действия;
- совковая лопата;
- формы для блоков;
- полиэтиленовая плёнка;
- деревянные поддоны;
- молоток;
- брусок-трамбовка.

Для изготовления арболита используется бетономешалка принудительного действия
Форму изготавливают из стального листа или деревянной опалубки. Металлическая форма состоит из двух частей. Короб изготавливается из стали сечением 1,0–1,5 мм. Его размер 30 х 50 см, высота 30 см. Крышка изготавливается из стали сечением 3,0 мм размером 33 х 53 см. На внутренних стенках короба на высоте 20,5 см от низа нанесите хорошо видимые метки. Ещё лучше по линии метки наварить крючки высотой около 5 мм, которые зафиксируют крышку на заданной толщине блока.
Форма для арболитовых блоков изготавливается из стали сечением 1,0–1,5 мм
Деревянную опалубку можно изготовить из обрезной доски: короб с размером по внутренним стенкам 31 х 51 см и пресс-крышку 33 х 53 см. Высота короба — 30 см. Внутренние стенки короба и низ крышки следует оклеить линолеумом, чтобы бетонная масса не налипала на их поверхности.
Общая информация
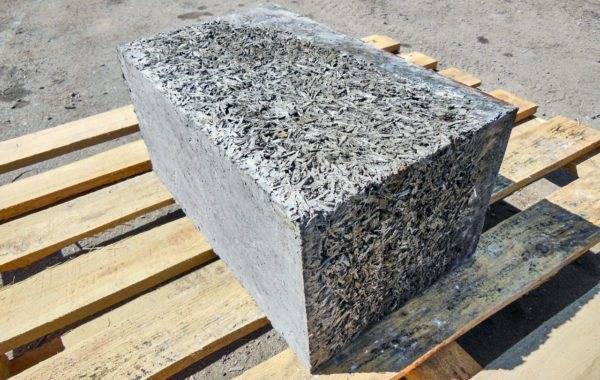
Перед тем как начать создавать щепорубительную машину своими руками, необходимо разобраться в ее особенностях, принципе работы и предназначении. Щепа является одним из ключевых элементов арболита или щепкобетона — популярного строительного материала, на основе которого создают малоэтажные помещения.Это интересно: технология производства арболита. На рынке арболит продается в виде прямоугольных блоков и содержит в себе цементные смеси марок 400 или 500. В роли дополнительных компонентов используют переработанные древесные отходы, размерами 5×5×25 мм. В числе подобных отходов:
- Опилки.
- Крупная стружка.
- Щепа.
В данном видео рассмотрим как сделать щепорез своими руками:
Именно для производства последнего сырья и разрабатываются специальные щепорубительные установки. Технология создания арболитов на основе щепы выглядит следующим образом:
- Изначально подготовленные отходы древесины заливают водой, тщательно смешивают и перемещают в резервуар на пару часов. После продолжительной выдержки процент содержания клетчатки в сырье заметно снижается, что позволяет создавать на его основе качественные и устойчивые блоки.
- После этого полученную массу помещают в другой резервуар и заливают раствором хлорида кальция и сульфата алюминия. Эти вещества окончательно очистят консистенцию от остатков клетчатки.
- К древесным отходам добавляют цементную смесь и известь в пропорции 3:4:4. Затем следует поместить материал в бетономешалку и перемешать до полурассыпчатого состояния. Продукт должен обладать однородной консистенцией и не содержать в своем составе комков или несмоченных участков.
- В итоге полученную массу выкладывают в специальных формах, которые предварительно смазываются машинным маслом, и выдерживают при комнатной температуре до тех пор, пока она не затвердеет.
Что касается сфер применения арболита в строительстве, то они довольно обширные. На основе этого материала создают перемычки, стеновые конструкции, отдельные элементы полов и даже полноценные фундаментные блоки. В последнем случае к арболиту нужно добавлять цемент более высокой марки.
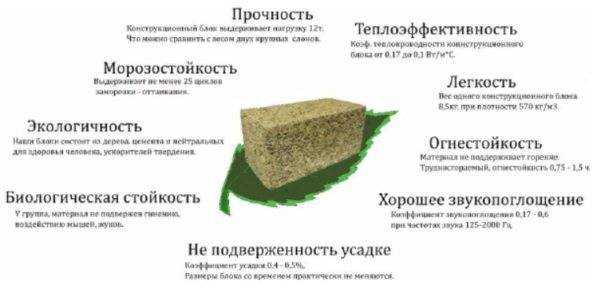
Такой строительный материал характеризуется высокой прочностью и хорошей теплоемкостью. Ему не страшны температурные скачки или повышение влажности, а огнестойкость и устойчивость к коррозийным процессам остаются на высшем уровне.
Изготовление корпуса щепореза своими руками
В вышеупомянутом абзаце упоминался ключевой этап создания самодельного щепореза. Дальше можно приступить к следующим действиям, которые подразумевают обустройство корпуса. Чтобы реализовать их, необходимо:
Взять небольшой листовой металл с толщиной 3-5 миллиметра и вырезать из него две аналогичные части, которые будут использоваться в качестве верхней и нижней пластины. Внешне, такие элементы выглядят как круг и прямоугольник, наложенный друг на друга
Диаметр круга должен быть большим (больше на 3-5 сантиметров от маховика с ножами); При изготовлении корпуса также важно применить так называемые «бочонки», которые несложно изготовить из прута прямоугольного сечения. Также в процессе используется изогнутая полоса из металлического листа, которую можно задействовать в качестве боковой стенки корпуса; Собрать корпус без применения сварочного аппарата невозможно
Чтобы успешно завершить процедуру нужно приварить изогнутую полосу к нижней пластине
Если присутствует определенный зазор, то бочонки можно приварить к боковой стенке и нижней пластине сваркой. После, всю конструкцию нужно проварить изнутри и снаружи; На бочонках нужно пробурить отверстия с резьбой
Они предназначаются для дальнейшего прикрепления крышки к корпусу, что немаловажно. После успешного проведения процедуры по сварке корпуса можно приступить к созданию крышки измельчителя
В ней нужно проделать небольшие отверстия, которые изготовляются в соответствии с положением бочонков; В свою очередь, в крышке делают отверстие для веток. Его нужно расположить под определенным углом, чтобы ветки не выбрасывались назад; После успешной сварки корпуса с диском, подготовки крышки и маховика с ножами, остаётся правильно соединить их с приводным валом и установить силовую установку;
Чтобы успешно завершить процедуру нужно приварить изогнутую полосу к нижней пластине. Если присутствует определенный зазор, то бочонки можно приварить к боковой стенке и нижней пластине сваркой. После, всю конструкцию нужно проварить изнутри и снаружи; На бочонках нужно пробурить отверстия с резьбой
Они предназначаются для дальнейшего прикрепления крышки к корпусу, что немаловажно. После успешного проведения процедуры по сварке корпуса можно приступить к созданию крышки измельчителя
В ней нужно проделать небольшие отверстия, которые изготовляются в соответствии с положением бочонков; В свою очередь, в крышке делают отверстие для веток
Его нужно расположить под определенным углом, чтобы ветки не выбрасывались назад; После успешной сварки корпуса с диском, подготовки крышки и маховика с ножами, остаётся правильно соединить их с приводным валом и установить силовую установку;
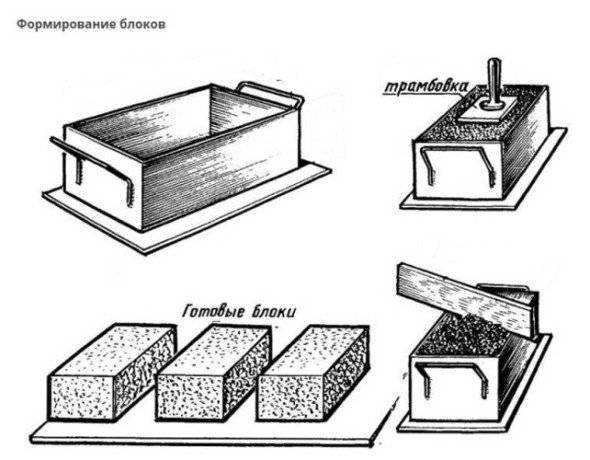
Формирование арболитовых блоков
Когда раствор готов, он высыпается в подходящую емкость и теперь его надо израсходовать в течение 15 минут. Чтобы сформировать и сделать арболитовые блоки своими руками, способов придумано достаточно много – на производствах это разборные опалубки на 6-12 блоков, а в домашних условиях они обычно делается по одной штуке в самодельных трафаретах.

Один из методов изготовления на видео:
Технология изготовления арболита предусматривает два варианта формовки:
- Быстрая распалубка – после первичного схватывания цемента. По сути, это безостановочный процесс – формирование блока (засыпка раствора в форму), прессовка (или вибропрессовка), распалубка и отправка на просушку. Вместе с приготовлением раствора даже один человек может в день сделать 80-100 блоков. Преимущество способа – скорость изготовления новых арболитовых блоков и безостановочность процесса.
- Распалубка через сутки – после опрессовки блок оставляется в форме на 24 часа, после чего только производится распалубка и досушка. Изготовить арболитовые блоки своими руками таким способом может получиться даже быстрее, но только при условии наличия достаточного количества форм, в которых арболит можно оставить на ночь. Преимущества метода – близкая к идеальной форма блока, которая после схватывания бетона не имеет возможности даже малейшего перекоса.
Чем хуже геометрия блоков, тем толще между ними будут цементные швы, которые образуют мостики холода. Для уменьшения теплопроводности блокам придается зигзагообразная форма, которая ломает такой мостик, предотвращая прямой отток тепла.
Для формирования блоков используется специальный станок или трафареты – все это оборудование для арболитовых блоков может быть сделано своими руками.
Использование станка
Оба устройства могут применяться в любом из методов, но свой станок чаще делают под быструю распалубку, для увеличения темпов производства. Их неоспоримое преимущество – это прессовка блока на вибростоле. Сам процесс формирования отличается простотой и оборудование можно доверять рабочим после минимального обучения.
Работа станка полуавтомат на видео:
- Готовая смесь засыпается в мерную емкость (1), которая смещается на направляющих (2), высыпая раствор в пресс-форму (3).
- Сверху на раствор устанавливается крышка (5) пресса (ее высота может регулироваться штырями (6) для людей разного роста) и придавливается рычагом (7).
- После придавливания включается вибростол (8). Он работает 20-30 секунд и автоматически отключается (можно использовать простейшее реле времени) – дольше трамбовать нельзя, потому что тогда цемент будет стряхиваться на дно блока.
- Рычаг откидывается назад (9), крышка пресса снимается (10) и пресс форма поднимается наверх (11), для чего нажимается педаль.
Готовый арболитовый блок можно забирать на просушку (12). Через 2-3 суток он наберет достаточную прочность для транспортировки.
Для использования метода распалубки через сутки пресс-форма делается разборной и съемной, а верхняя крышка может в ней фиксироваться защелками или другим удобным способом. После трамбовки блок снимается прямо с формой и отправляется на отстаивание.
Арболит с помощью трафарета
Используются две основные разновидности пресс формы – в виде коробки без дна и верха, а также разборная, в виде двух букв «Г», которые защелкиваясь вокруг дна образовывают жесткий короб, накрываемый крышкой. Она в свою очередь также фиксируется отдельными защелками, которые врезаны в боковые стенки.
Независимо от того, какая пресс-форма используется, основной алгоритм следующий:
- Короб готовится к засыпанию арболитовой смеси. Сквозной ставится на твердую поверхность (1), застеленную целлофаном (чтобы не прилип блок), цельный короб смачивается изнутри.
- Засыпается первый слой смеси, утрамбовывается, сверху добавляется второй слой, в случае необходимости третий и накрывается крышкой. На сквозной короб ложится (2) гнет (гиря или что-нибудь подходящее), у разборного верхняя часть фиксируется защелками (3).
- Если под рукой есть перфоратор, то можно пройтись ним по крышке, это заменит вибростол.
- В зависимости от применяемой технологии производится распалубка или форма оставляется для выстаивания.
Если производится быстрая распалубка сквозной коробки, то сначала вверх поднимается именно она (4), затем снимается гнет и убирается крышка. Блок отправляется на сушку вместе с основанием, на котором его формировали.
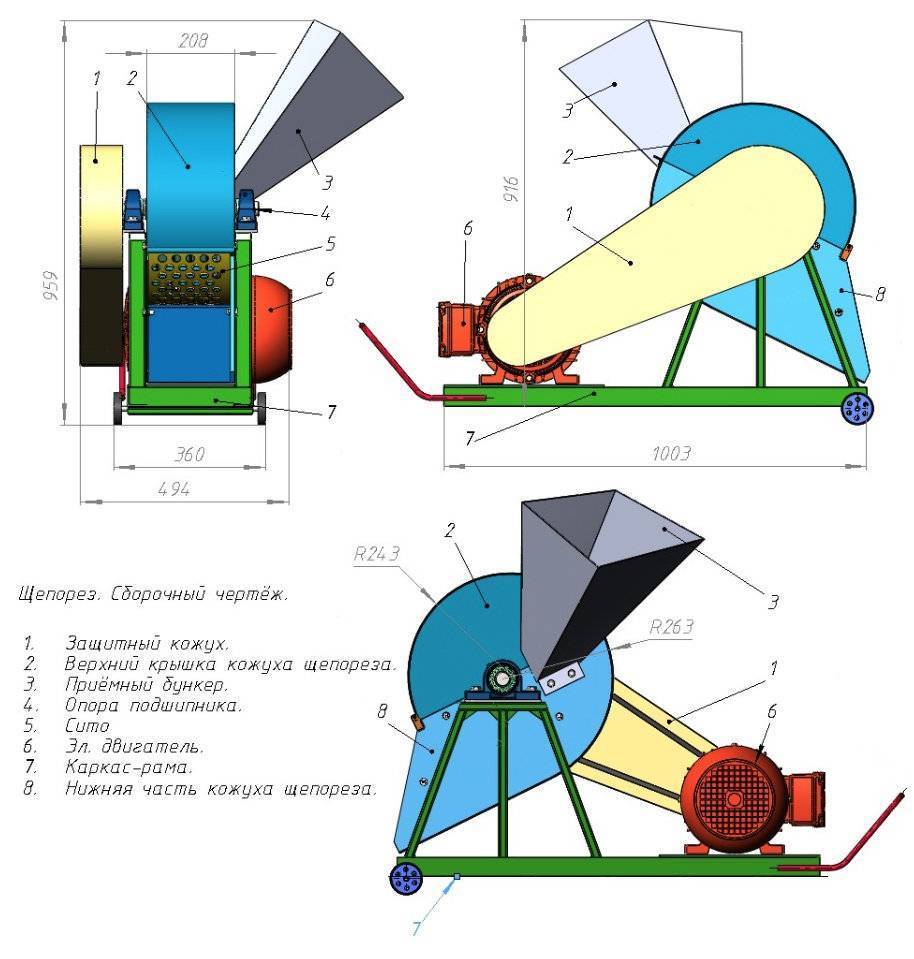
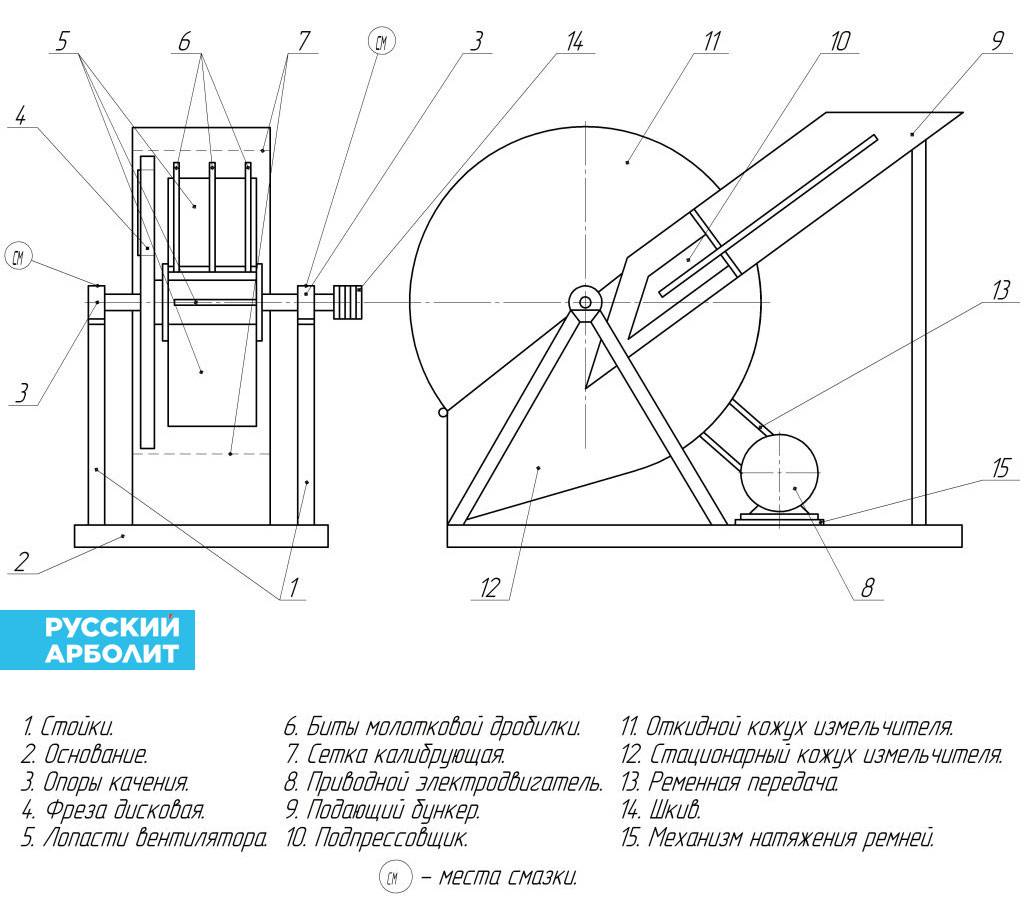
Конструкция щепореза для арболита
Если решились сделать щепорез для арболита своими руками, приступаем к изучению чертежей и разбираемся с материалами и инструментами. Независимо от конструкции агрегата, он состоит из следующих основных элементов:
- станины — ее делают из профильной трубы или уголка;
- корпуса — для его изготовления используется листовая сталь;
- рабочего элемента;
- электродвигателя — вместо него может быть бензиновый или дизельный мотор.
Рассмотрим подробнее эти и другие элементы далее.
Корпус дробилки с кожухом
Во время работы механизма корпус должен обеспечивать безопасность оператора, находящихся рядом людей. Для его создания применяют листовую сталь толщиной 1-2,5 мм. Сначала из труб или уголков делают каркас, а затем обшивают его железом.

Для упрощения ремонта, обслуживания агрегата, он должен иметь откидной или съемный кожух. Его делают из того же материала, что и корпус. Дополнительно укрепляют конструкцию при помощи ребер жесткости. Чтобы режущий узел не касался корпуса дробилки, диаметр маховика должен быть меньше размера корпуса на 3-5 см.
Электрический двигатель
При самостоятельном изготовлении такого станка чаще всего используют электрический двигатель. Если же работа будет выполняться вдали от доступа к электроэнергии, придется использовать бензиновый или дизельный мотор.
Электродвигатель работает практически бесшумно, легче ДВС, но его мощность ниже, чем у бензинового или дизельного мотора. Кроме этого, его работа зависит от перепадов напряжения. Чаще всего электромотор подключают при помощи ременного соединения.
Молотки и режущий элемент
Для более качественного измельчения щепы на роторе через каждые 20-25 мм закрепляют плоские пластины (молотки) толщиной 5-6 мм. Эти элементы должны быть одинаковыми, чтобы соблюдалась балансировка вала, поэтому лучше купить уже готовые молотки или изготавливать их с особой точностью.

Режущий диск делают диаметром 30-35 см, а толщиной не менее 2 см. Он будет работать в режиме маховика, что уменьшает вероятность заклинивания вала при попадании щепы между корпусом и диском.
Прочные, надежные ножи получаются с автомобильных рессор. Крепежные отверстия в них делают с потаем, чтобы утопилась головка болта, и надежно фиксируют на диске.
Калибрующее сито
Этот элемент выполнен в виде цилиндра с отверстиями диаметром 8-12 мм. Для их создания лучше использовать пробойник, а не сверло, т.к. края отверстий должны быть острыми и рваными.
Толщина листа, из которого делают калибрующее сито, не менее 5 мм. Для создания цилиндра диаметром 30-35 см понадобится лист длиной 94-110 см.
Подающее устройство
Этот элемент обеспечивает безопасную подачу материала для переработки. Чтобы обезопасить и упростить загрузку, подающее устройство делают под углом, тогда древесина движется к рабочему элементу под собственным весом, исключается ее выбрасывание назад. Бункер делают из листа стали толщиной 1-2,5 мм, на стыках усиливают его уголками или арматурой.

Требования к подбору и изготовлению отдельных деталей самодельного щепореза
Процесс начинают с подбора подходящего двигателя. На демонстрационных видео, выложенных в YouTube отмечается, что средняя мощность привода должна быть в пределах 4…5 кВт
Выбор параметров ременной передачи определяется наличием шкивов, однако важно, чтобы число оборотов на рабочем валу было не менее 1700…1800 мин-1. С точки зрения техники безопасности все вращающиеся детали привода щепореза должны быть закрыты стальным сплошным кожухом. Муфту в приводе не предусматривают
Это связано с тем, что при быстрой остановке агрегата внутри его могут остаться частички щепы, которые, заклиниваясь в зазорах, могут неоправданно увеличивать пусковой момент двигателя, что приводит к его перегреву и выходу из строя
Муфту в приводе не предусматривают. Это связано с тем, что при быстрой остановке агрегата внутри его могут остаться частички щепы, которые, заклиниваясь в зазорах, могут неоправданно увеличивать пусковой момент двигателя, что приводит к его перегреву и выходу из строя.
Для диска крепления рубильных ножей применяют толстолистовую сталь толщиной не ниже 10…12 мм. Такой диск при установившемся режиме работы щепореза выполняет дополнительные функции маховика, сглаживая неравномерность вращения вала, которые могут быть вызваны застреванием щепы. Внутреннюю поверхность диска следует прошлифовать.

Для изготовления ножей щепореза используется инструментальная сталь марок У7А или У8А, при этом твёрдость ножей после заточки должна быть не ниже 58…60 HRC. Заточку выполняют односторонней, помня, что высота рабочей кромки не должна быть больше высоты установочных пазов в диске. Крепёжные отверстия в ножах и корпусе выполняют овальной формы, что облегчает наладку и регулировку инструмента.



Для сита принимают высокоуглеродистую сталь марки не ниже сталь 40. После сверления отверстий полосу – развёртку диска сгибают по размерам кожуха. Для изгиба лучше применить листогибочные вальцы: они дадут возможность обеспечить постоянное значение радиуса кривизны сита.
Рубильные молотки щепореза многие авторы советуют изготавливать из рессорно-пружинной стали типа 60С2 или даже 50ХФА. Однако повышенная упругость материала может вызвать инерционное подбрасывание ножей вверх после производства рубки. Учитывая высокую скорость вращения основного вала, это может привести к неоднородности процесса рубки. Поэтому и для рубильных молотков лучше использовать инструментальную сталь У7А или У8А.
После сборки щепорез испытывают сначала при ручном вращении вала, затем – при включённом приводе, и лишь потом запускают агрегат в постоянную эксплуатацию.
Преимущества и недостатки арболитовых блоков
Технология изготовления и состав материала наделяет его многими полезными для строительства качествами.
- Экологическая безопасность для потребителя (блоки не выделяют в атмосферу вредных человеку и животным веществ).
- Низкая теплопроводность (ниже, чем у изделий из других видов бетона, за исключением некоторых разновидностей пенобетона).
- Отличная звукоизоляция (превышает аналогичный параметр обычного кирпича в 4 раза).
- Негорючесть.
- Достойная морозостойкость.
- Достаточная прочность, которую гарантирует крепко сцепленная между собой щепа.
- Небольшой вес материала, облегчающий процесс укладки и снижающий нагрузки на фундамент.
- Небольшая усадка (до 0,5%).
- Легкость обработки, позволяющая обрезать изделия и устанавливать в них крепеж.
- Стойкость к образованию трещин под воздействием нагрузки.
- Отсутствие необходимости в использовании штукатурной сетки при отделке стен из блоков.
Преимущества блоков Однако необходимо учитывать и некоторые недостатки арболитовых блоков:
- высокое влагопоглощение (до 85%), с чем приходится бороться при помощи гидроизоляции;
- плохую геометрию, что требует увеличения расхода кладочного раствора и приводит к потерям тепла;
- высокую стоимость готовых изделий;
- не слишком эстетичный внешний вид материала, требующий обязательной отделки;
- при кладке в полости, являющиеся теплоизоляторами, попадает значительная часть раствора (но при этом конструкция становится крепче).
Перед приобретением продукции необходимо проверять документацию, иначе есть возможность нарваться на изделия, изготовленные «кустарным способом», что часто привозит к снижению их качества.
Геометрия таких блоков оставляет желать лучшего
Как правило, проблемы с геометрией вызваны распалубкой блоков сразу после прессования. Упругая смесь расширяется, в результате чего отклонение в размерах может составлять до 2 см.
Ряд недостатков устраняется в новом виде продукции — арболитовом блоке с наружным слоем из пенобетона. При этом в качестве пенообразователя должно использоваться вещество на органической основе, чтобы сохранить экологическую безопасность изделий.
Блок арболитовый поризованный
Необходимые материалы и инструменты
- Характеристики блоковИз арболита выпускают несколько типов продукции:
- Крупные блоки для кладки стен.
Пустотелые блоки.
Теплоизоляционные плиты. Смеси для монолитного домостроения.
В современном строительном производстве под термином арболит понимают прежде всего строительные блоки. Весь арболит выпускается строго по ГОСТу.Всего выпускается несколько типоразмеров этих изделий:
- Широкие – 500x250x300 мм.
- Средние – 500x250x200 мм.
- Узкие – 500x250x150 мм.
- Перемычки – 1500x250x300 мм.
Вес одного узкого блока составляет около 10 кг. Такой небольшой вес позволяет использовать под строение из него, облегченный фундамент, что значительно сократит сроки и стоимость строительства.





