
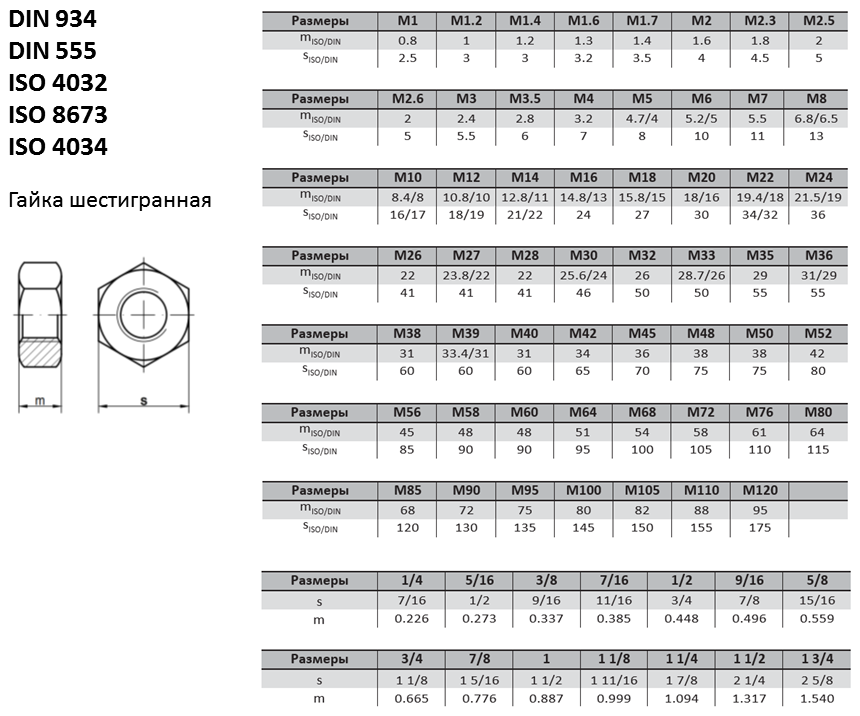
Размеры гаек.
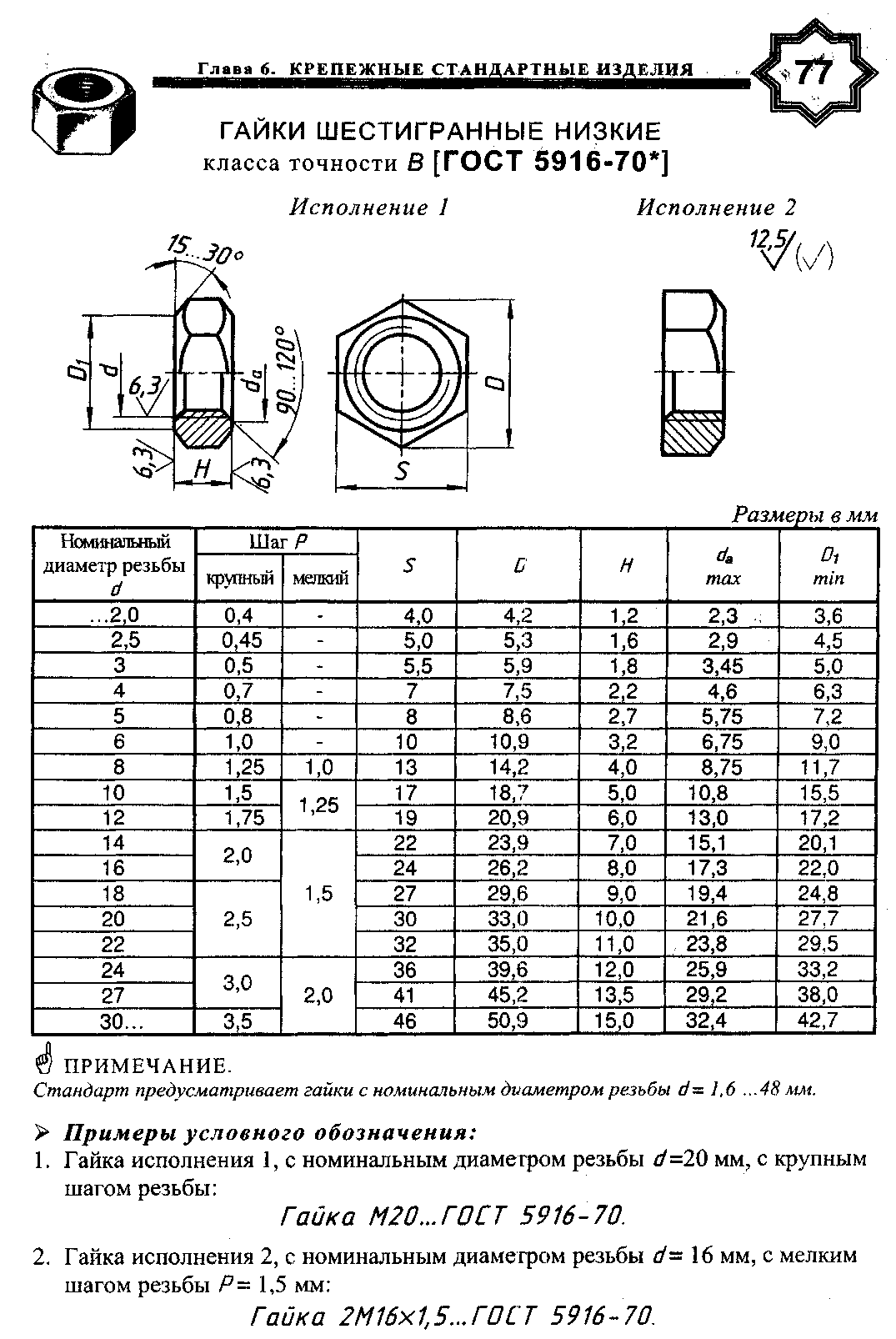
Размеры гаек — это расстояние между параллельными гранями, размеры зависят от требований к определенному виду разъемного соединения. Диаметр и шаг резьбы — это основные параметры гайки. Диаметр резьбы обозначают буквой d, шаг резьбы буквой P. Размеры, регламентируются ГОСТом, а также предусматриваются не рекомендуемые размеры гаек, с диаметром резьбы менее 2 мм. Могут быть удлиненные и короткие. Стандартная и самая распространенная гайка считается шестигранная, с диаметром резьбы от 1,6 до 48 мм. Для крепежа которой необходим гаечный ключ.
Когда потребителю этого вида крепежа, необходимо приобрести гайки, то в первую очередь необходимо ознакомится с предложениями от надежных, хорошо известных на рынке поставщиков.
Таблица размеров и весов шестигранных гаек ГОСТ 5927-70 от М1 по М10
Особенности инструмента
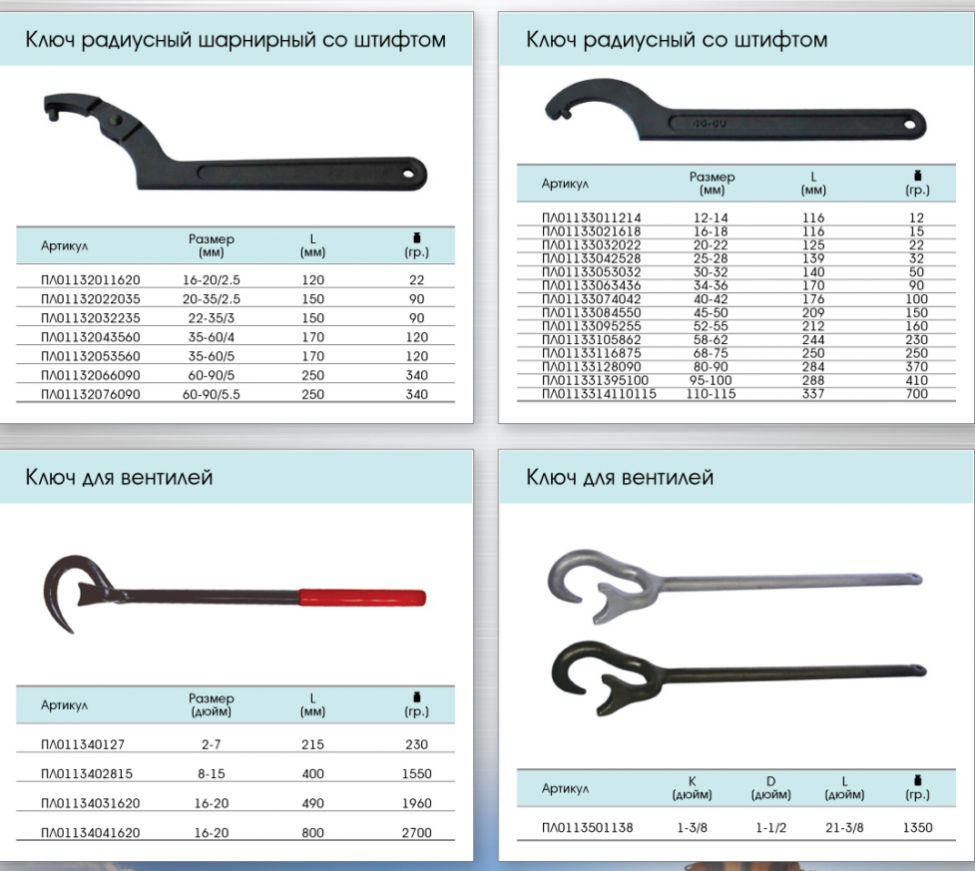
Чтобы затянуть или открутить такой вид гайки, используются специальные ключи для шлицевых гаек с определенной геометрией и типом захвата:
- цанговые;
- радиусные;
- серповидные.
Если сравнивать с классическими видами инструментов, они сильно отличаются от тех, которые применяются для шлицевых гаек, где рабочая сторона имеет дуговой захват с подвижной частью на шарнире.
Установленные нормы диаметров отверстий гаек по ГОСТу 11871-88 составляют от 6 мм до 20 см. При этом, максимальные размеры наружных составляют от 12 мм до 25 см. Шлицевые расстояния находятся в диапазоне 11,5-223 мм. Исходя из величины колец, можно выбрать от четырех до восьми шлицев.
Несмотря на то, что диаметр открытого зева инструмента полностью совпадает с размером гайки, именно шарнирный механизм позволяет ключу подходить и под другие размеры. Поэтому подобные ключи считаются универсальными. Достаточно приобрести несколько ключей, благодаря которым можно работать с широким диапазоном крепежа. Зачастую инструмент используется для гаек с диаметром в диапазоне 19-155 мм.
Одним из самых важных характеристик инструмента под шлицевые гайки является материал ключей. Он обязательно должен быть долговечным, поэтому их создают из стали на базе ванадия и хрома или специальной инструментальной стали. Для того чтобы инструмент выдерживал неблагоприятные воздействия окружающей среды, на него наносят специальные средства и подвергают химическим реакциям: оцинковка, оксидирование, хромирование.
Ключ для работы со шлицевой гайкой
Зачастую для работы с гайками подобного типа используются цанговые (радиусные) ключи. Они представляют собой специнструмент с дугообразным хватом, который заканчивается крючкообразным захватом.
Что касается госстандарта 16984-79 для всех гаек подобного типа актуален типоразмер 21. Для создания такого инструмента применяются стали, которые содержат хром. Есть шарнирные ключи. В принципе, достаточно иметь только по 1 ключу для каждой группы и удастся спокойно работать со всеми диаметрами гаек.
Есть еще один инструмент, который позволяет работать с гайками такого типа — торцевые головки. Благодаря их использованию, удастся предельно эффективно использовать инструмент в условиях ограниченного пространства для уверенного захвата гайки. Таким образом, удастся плотно зафиксировать крепеж и перераспределить давление на все шлицы. Это позволит снизить риск деформации гайки.
Ключи трубные цепные
Для откручивания труб без граней и выступов применяют ключи трубные цепные. Производитель Hortz выпускает 5 типоразмеров таких инструментов. Они представляют рычаг-ручку с закрепленной цепью на передней части. Чтобы открутить трубу, необходимо надеть цепь и зафиксировать ее на ней. Затем, завернуть рычаг по ходу кручения и приложить некоторое усилие. Чем сильнее мастер давит на рукоять, тем с большей силой сдавливается труда цепью. Такой принцип исключает прокручивание трубы в обхвате. Также в продаже есть ЗИП для цепных ключей. С помощью такого приспособления можно работать с трубами диаметром от 14 до 64 мм.

Ключи трубные цепные. Изучаем особенности работы с трубными цепными ключами. Рассматриваем их плюсы и минусы.

Ключи трубные рычажные КТР
каталоге представлен большой ассортимент ключей трубных рычажных всей размерной линейки от 0 до 5. Можно купить с лакокрасочным покрытием инструменты марки SITOMO, с порошковым покрытием, омеднененным. В каталоге представлены 2 модификации в зависимости от угла наклона рабочих губок – 45 и 90 градусов.
Изготавливаются представленные инструменты в соответствии с ГОСТ 18981-73.
Внешний вид и габариты
Видеообзор ключа трубного рычажного ключа КТР. Визуальное знакомство с классическим рычажным ключом КТР №2. Изучаем конструкцию и принцип его работы.

Ключи трубные Стиллсона
Производитель Hortz выпускает ключи трубные Стиллсона. Это альтернативный вариант рычажного инструмента, имеющий несколько иную конфигурацию. Таким приспособлением можно откручивать трубы и гайки с диаметром от 10 до 60 мм. Рукоять-рычаг ключа окрашен специальной краской.

Видеообзор трубных ключей КВТ. Изучаем основные особенности ключей марки КВТ типов КТП-33 и КТС-33.

Баллонные ключи для автомобилей
Произвести замену колеса в машине можно только с помощью баллонного ключа для автомобилей. Он представляет собой обыкновенный торцевой изогнутый, но его головки изготовлены специально для работы с колесными болтами. У них более высокие шляпки
Размер стандартный, соответствует ботами на колесах авто.
Выбираем баллонный ключ для снятия колес авто.
Основные момента, на которые нужно обратить внимание при выборе баллонного ключа для ремонта авто.
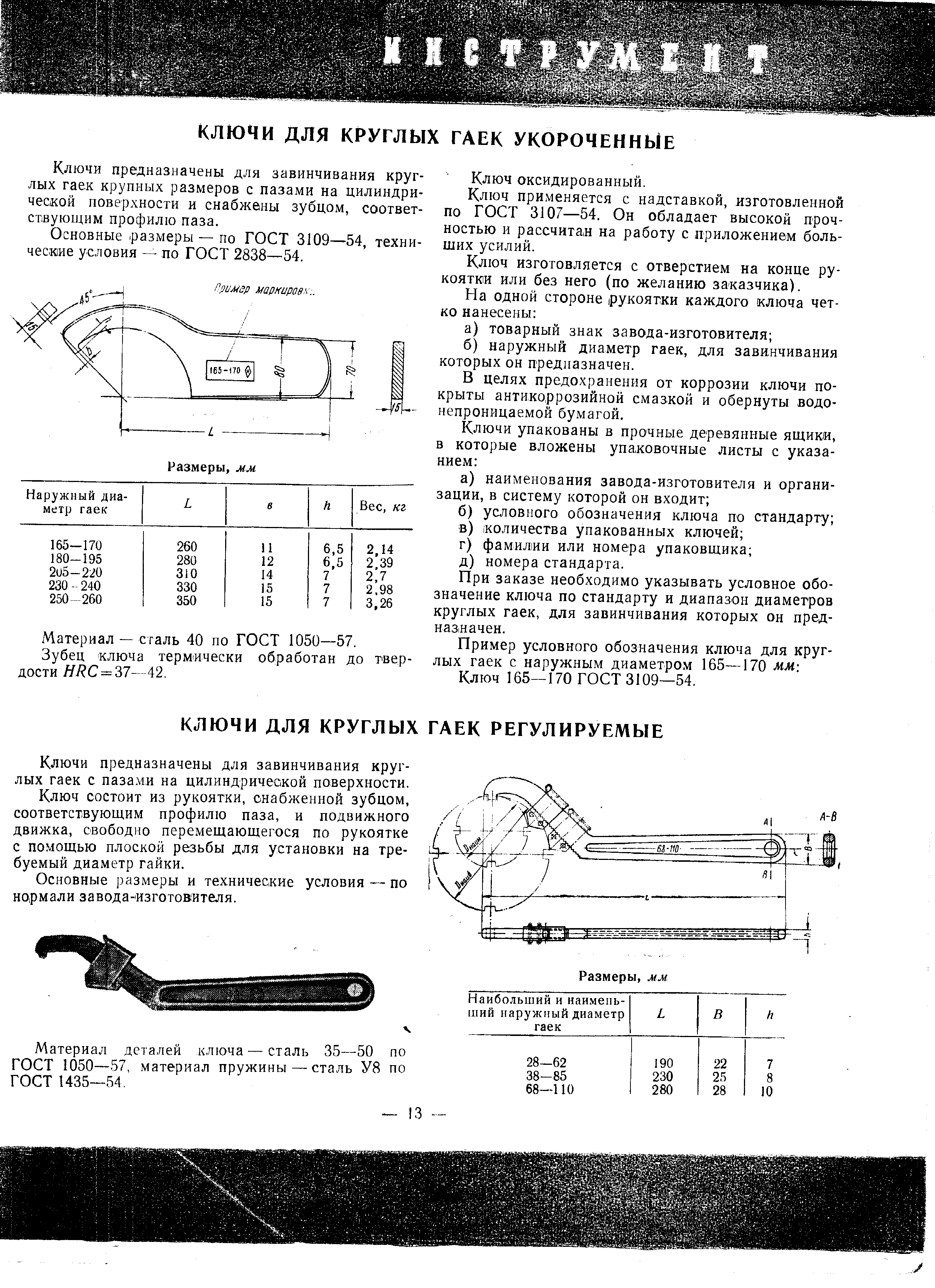
Ключи для круглых шлицевых гаек
Исполнение по ГОСТ 16984-79
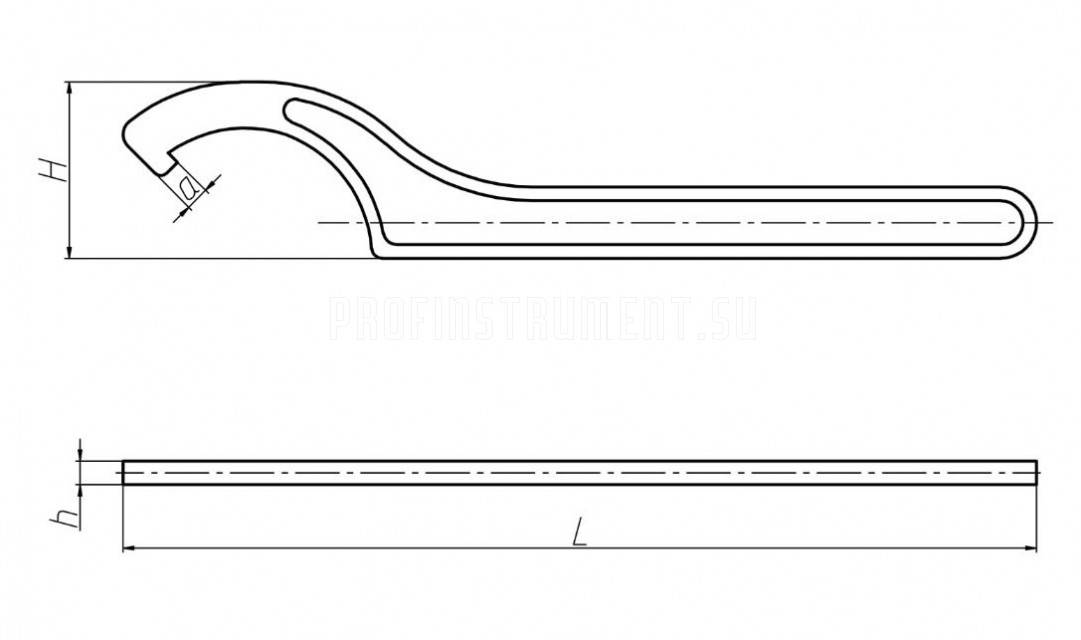
В продаже имеются ключи для круглых шлицевых гаек КГШ и КГЖ. Приспособление имеет шлицевой крюк на подвижной или статической скобе и рукоять. Есть в наличии омедненные и оцинкованные. Такими ключами можно откручивать гайки от 22 до 220 мм.
Особенности работы с шарнирным ключом для шлицевых гаек.
Основные плюсы и минусы работы с ключами для откручивания шлицевых гаек.
Ключи динамометрические
Представляем в наличии ключи динамометрические. Это специальный вид инструментов, с помощью которых можно закручивать гайки и болты с определенным усилием. На их рукоятке есть шкала и специальный индикатор. Когда к рукояти прикладывается усилие, оно отражается на шкале. Для изменения усилия, необходимо вращать ручку.
Как пользоваться динамометрическим ключом.
Изучаем особенности работы со шкалой динамометрического ключа. Рассматриваем возможные нюансы и тонкости.
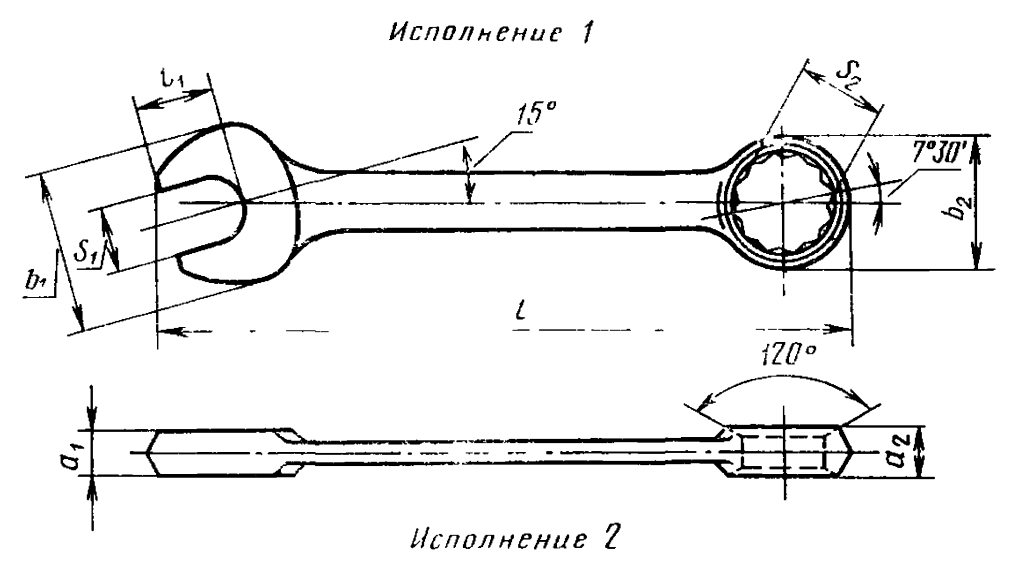
Основные виды рожковых ключей
1. Двусторонние. С обеих сторон у него будут зевы соседних размеров из одного ряда. Например, 12х13, 4х5, 5.5х8, 6х7 и др. Есть хромированные, оцинкованные, омедненные и оксидированные.
2. Односторонние. Такие гаечные ключи имеют только один зев. Удобны для выполнения простых, но многочисленных однотипных операций. Ручка может использоваться как рычаг. При необходимости при помощи трубки рычаг можно удлинить.
3. Ударные, это ключи из прочного сплава стали, которые способны выдержать ударные нагрузки при откручивании или закручивании гаек. Их отличительной чертой является черный цвет сплава. У таких колючей на конце имеется ударный хвостовик и отверстие, за которое его можно подвесить над рабочим верстаком. Обычно пользуются спросом большие размеры подобных инструментом для откручивания гаек от 100 до 180 мм.
4. Коликовые. Это односторонний ключ, только на втором конце не рукоять, а зауженная часть в виде колика. Она позволяет выравнивать монтажные отверстия для болтов и создавать больший момент затяжки. Размерная линейка включает инструменты размером от 17 до 46 мм. Это распространенные гайки, которые должны быть хорошо затянуты.
Все разновидности рожковых гаечных ключей в одном видео. Виды ключей для откручивания гаек и болтов. Особенности разных типов и нюансы при работе с ними.
Ключ односторонний ГОСТ 2841-80
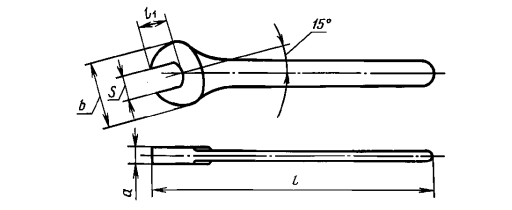
Обозначение ключей | Размер зевов S | a (пред. откл. по h 15 | b (пред, откл. по js 17 | l | li не менее | ||
Номин. | Пред. откл. | ||||||
7811-0101 | 3,2 | 3,0 | 8 | 65 | ±1,9 | 4 | |
7811-0102 | 4,0 | 10 | 5 | ||||
7811-0103 | 5,0 | 12 | 75 | 6 | |||
7811-0104 | 5,5 | 13 | |||||
7811-0491 | 6,0 | 3,5 | 14 | ||||
7811-0105 | 7,0 | 15 | 80 | ±2,2 | 7 | ||
7811-0106 | 8,0 | 4,0 | 20 | 95 | 8 | ||
7811-0492 | 9,0 | 21 | 100 | 9 | |||
7811-0107 | 10,0 | 4,5 | 22 | 105 | 10 | ||
7811-0493 | 11,0 | 24 | 110 | 12 | |||
7811-0108 | 12,0 | 26 | 125 | ±2,5 | 13 | ||
7811-0109 | 13,0 | 5,0 | 28 | 135 | 14 | ||
7811-0121 | 14,0 | 5,5 | 30 | 140 | 15 | ||
7811-0494 | 15,0 | 6,0 | 32 | 150 | 17 | ||
7811-0496 | 16,0 | 6,5 | 34 | 155 | 18 | ||
7811-0122 | 17,0 | 6,5 | 35 | 160 | 19 | ||
7811-0497 | 18,0 | 7,0 | 39 | 165 | 19 | ||
7811-0123 | 19,0 | 7,5 | 42 | 170 | 20 | ||
7811-0498 | 21,0 | 8,5 | 45 | 185 | ±2,9 | 21 | |
7811-0124 | 22,0 | 8,5 | 46 | 195 | 23 | ||
7811-0125 | 24,0 | 9,5 | 50 | 215 | 25 | ||
7811-0141 | 27,0 | 10,5 | 55 | 240 | 26 | ||
7811-0142 | 30, | 11,5 | 62 | 260 | 28 | ||
7811-0143 | 32,0 | 12,5 | 65 | 270 | ±3,3 | 30 | |
7811-0499 | 34 | 12,5 | 70 | 280 | ±2,9 | 32 | |
7811-0144 | 36,0 | 13,5 | 75 | 300 | ±3,3 | 34 | |
7811-0145 | 41,0 | 15,0 | 85 | 340 | 38 | ||
7811-0146 | 46,0 | 15,5 | 95 | 380 | ±3,8 | 42 | |
7811-0147 | 50,0 | 17,0 | 102 | 410 | 46 | ||
7811-0148 | 55,0 | 18,0 | 112 | 460 | 51 | ||
7811-0149 | 60,0 | 18,5 | 122 | 490 | 55 | ||
7811-0150 | 65,0 | 20,0 | 132 | 530 | 60 | ||
7811-0151 | 70,0 | 21,0 | 142 | 580 | ±4,5 | 65 | |
7811-0152 | 75,0 | 22,0 | 152 | 615 | 68 | ||
7811-0153 | 80,0 | 23,0 | 165 | 650 | ±5,0 | 72 | |
7811-0495 | 85,5 | 24,0 | 175 | 680 | 75 | ||
Прочность ключей односторонних и двухсторонних соответствует группам C и D. Производятся из двух марок стали: до 36 40ХФА (C) и 40X (D), свыше 36 – 40Х и 45, соответственно по ГОСТ 4543 и ГОСТ 1050.




Самостопорящиеся гайки
Среди шестигранных существует семейство самостопорящихся гаек. Эти гайки имеют в конструкции элементы, препятствующие откручиванию в процессе эксплуатации, например, при вибрации. Стопорящий элемент представляет собой кольцевой вкладыш из нейлона, который располагается в специальной канавке имеющейся на опорной поверхности гайки (Рис. 10).
Рис. 10
При навинчивании гайки под давлением резьбы вкладыш деформируется и препятствует свинчиванию гайки. Гайки с неметаллической вставкой бывают высокие DIN 982 и низкие DIN 985 (Рис. 11).

Рис. 11
На том же принципе основана гайка с фланцем DIN 6926 (Рис. 12).

Рис. 12
В то же время самостопорящаяся гайка с фланцем может быть выполнена и целиком из металла. Эффект стопорения обеспечивается деформацией резьбового отверстия гайки: оно имеет овальную форму DIN 6927 (Рис. 13).

Рис. 13
Цельнометаллическая самостопорщаяся гайка выпускается также на базе основного типа DIN 6925 (Рис. 14).

Рис. 14
Самостопорящиеся гайки выполняются также на базе корончатых, колпачковых и других гаек.
Неординарная стопорная гайка DIN 7967 вырубается из тонкой жести и используется чаще всего для законтривания (Рис. 15).

Рис. 15
Ключи гаечные комбинированные
Наибольшим спросом пользуются ключи гаечные комбинированные. Это удобный инструмент, который активно используется всеми мастерами в слесарной мастерской, в столярке, для ремонта авто, сборки различного оборудования. Производится из прочных сплавов с защитным покрытием. Это может быть оксидирование, омеднение, цинкование, сатин финиш и хромирование.
Ключи охватывают широкую размерную линейку от 8х8 до 14х19 мм. Такими ключами обычно крутят гайки среднего размера. На одном его конце находится обычный рожковый ключ, на другом – накидной. Существует заменяющая эти ключи альтернатива – разрезной, но он стоит дороже.
Ключи комбинированные производятся по ГОСТ 16983-80 и отвечают высоким стандартам качества. Для их изготовления применяются более прочные сплавы с покрытием. Есть трещеточные ключи удлиненные и изогнутые для удобной работы.
Как пользоваться комбинированным поворотным ключом Изучаем возможности комбинированных ключей с трещеткой и наклонной головкой.

Обзор рожково-накидных ключей с трещеткой Особенности устройства рожково-накидных ключей. Их разновидности, плюсы и минусы.

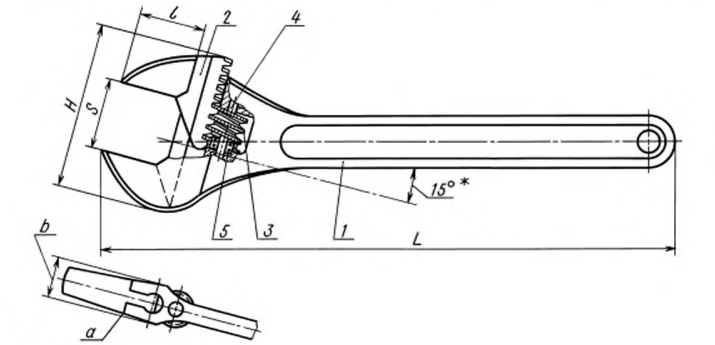
Разводные ключи
Для решения большого перечня задач в ремонте авто, сантехническом оборудовании, спецтехнике и при сборке крупных металлоконструкций используют ключи разводные сантехнические КР. Это универсальные инструменты, у которых размер зева можно изменять для разных размеров гаек, болтов, сгонных муфт, кранов, обратных клапанов и прочих узлов. Регулирование размера зева осуществляется при помощи червячного валика.
В каталоге имеются инструменты таких марок, как Hortz, Sitomo и КВТ. Инструменты изготавливаются из хром-ванадиевого или похожего по свойствам сплава и обладают защитным антикоррозионным покрытием в виде:
• оксидирования;
• омеднения;
• хромирования.
Ключи разводные сантехнические производятся в соответствии с ГОСТ Р 54488-2011 и ГОСТ 7275-75. Обычно такие ключи могут раздвигаться для захвата гаек с размерами от 19 до 55 мм. На ручке имеется отверстие для удобного навешивания на месте хранения. Вы можете купить инструменты с металлической рукояткой и с полиуретановой изолирующей накладкой и защитным буртом. Эти ключи можно использовать для выполнения работ токоведущих компонентов оборудования, находящегося под переменным напряжением до 1000 В.
Размеры гаечного разводного ключа
Обозначение | S, не менее | L ±IT17 | H, не более | b ±IT17 | I |
7813-0031 | 12 | 100 | 50 | 8 | 13 |
7813-0032 | 19 | 150 | 60 | 10 | 18 |
7813-0033 | 24 | 200 | 75 | 12 | 23 |
7813-0034 | 30 | 250 | 90 | 15 | 28 |
7813-0035 | 36 | 300 | 90 | 18 | 33 |
7813-0036 | 46 | 375 | 135 | 22 | 43 |
7813-0037 | 50 | 450 | 180 | 26 | 52 |
Ключ состоит из нескольких частей:
• корпуса – производится из стали 40ХФА или 40Х по ГОСТ 4543,
• ручка на длине 1/3 вершины зева – изготавливается стаи 45 ГОСТ 1050;
• подвижная губка – 40ХФА и 40Х.
Рабочая часть и подвижная губка обладаю твердостью 41,5 или 45,5 HRC.
Разводные клещи или разводной ключ? Сравниваем преимущества и недостатки обоих типов ключей, проверяем их возможности.

Ключи торцевые
Специальный вид ключей для надевания на гайку с торца. Представляет собой вороток с интегрированными шестигранными головками. Также есть универсальные многофункциональные 8 в 1 марки Hortz. Он представляет собой инструмент с 4-мя головками, трещетками и реверсом в каждой из рабочих частей. В магазине ключи торцевые представлены 4-х типоразмера.
Торцевые ключи бывают:
• универсальными 8 в 1;
• стержневыми изогнутыми;
• коликовыми;
• прямыми;
• ступичные;
• шарнирные.
Также в продаже есть наборы торцевых ключей для решения любых задач. Инструменты защищены оксидным покрытием, омеднением, цинкованием и хромированием. В наличии представлена широкая линейка размеров от 10 до 110 мм.
Ключи торцевые производятся в соответствии с ГОСТ 25789-83, ГОСТ 25788-83, ГОСТ 25787-83. Выпускаются в двух исполнениях.
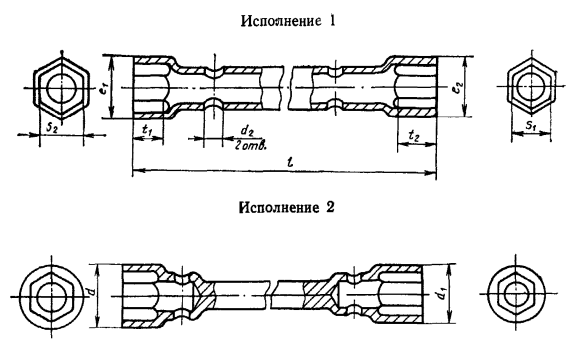
Некоторые размеры ключей
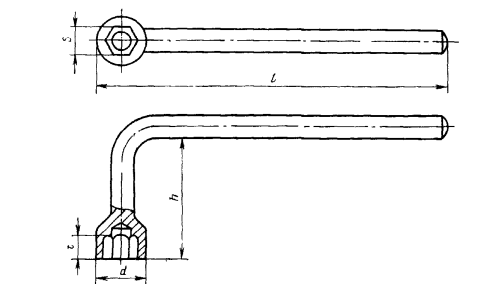
Ключ торцевой с внутренним шестигранником изогнутый тип 1
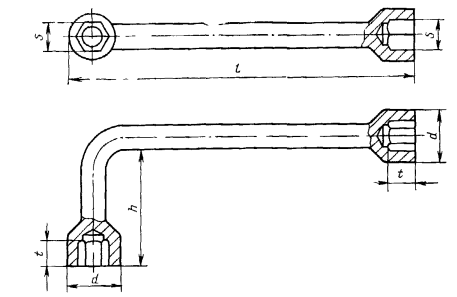
Ключ торцевой с внутренним шестигранником изогнуты тип 2
Обзор наборов инструментов с торцевыми ключами. Большой обзор разных наборов инструментов с накидными и торцевыми ключами.

Е
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
Hook wrenches for round slotted nuts. Design and dimensions
ОКП 392652
гост
16984-79*
Взамен
ГОСТ 16984—71
с 01.07.80
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
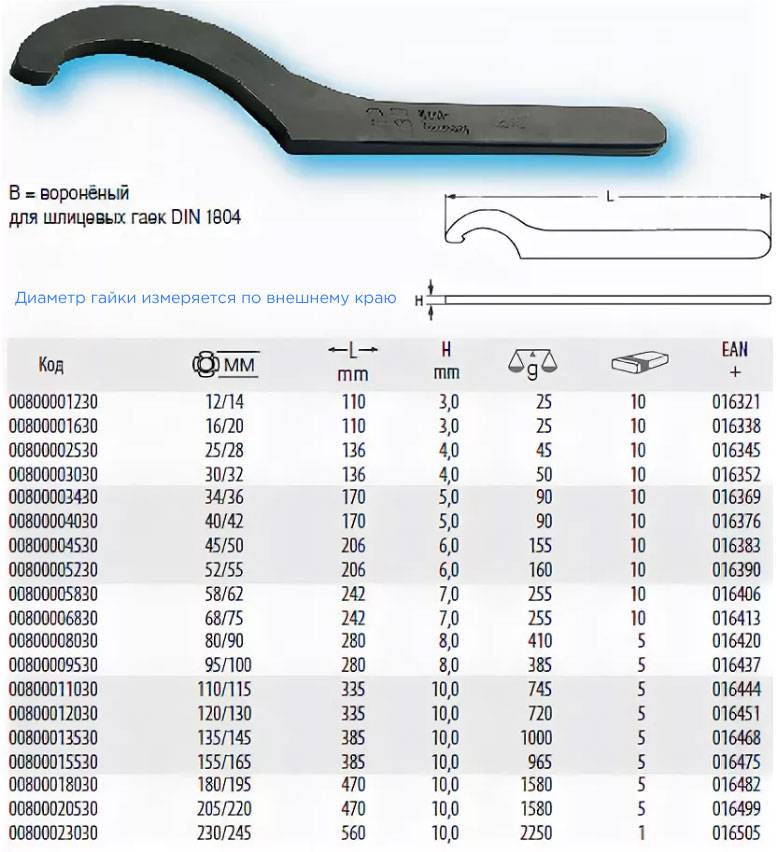
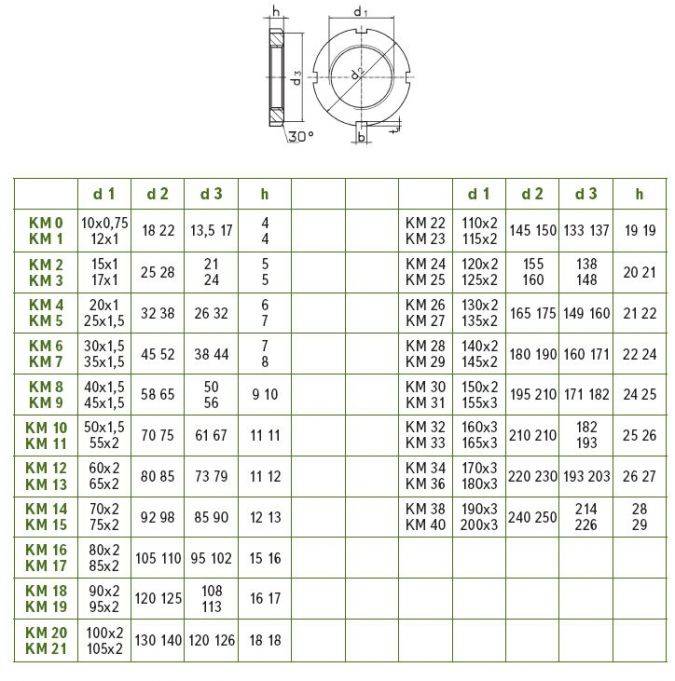
1. Настоящий стандарт распространяется на ключи для круглых шлицевых гаек по ГОСТ 11871—80 с наружными диаметрами от 12 до 250 мм, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. № 1).
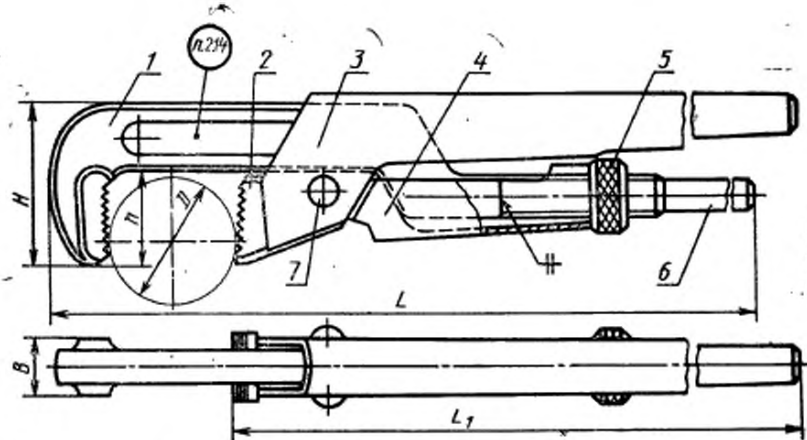
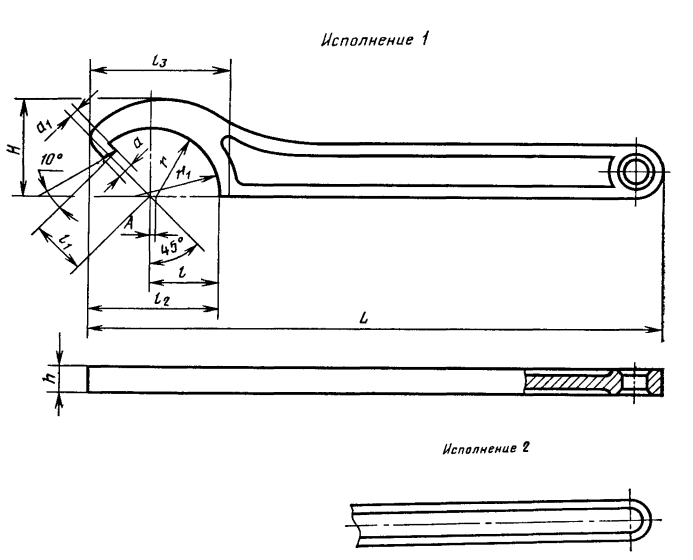
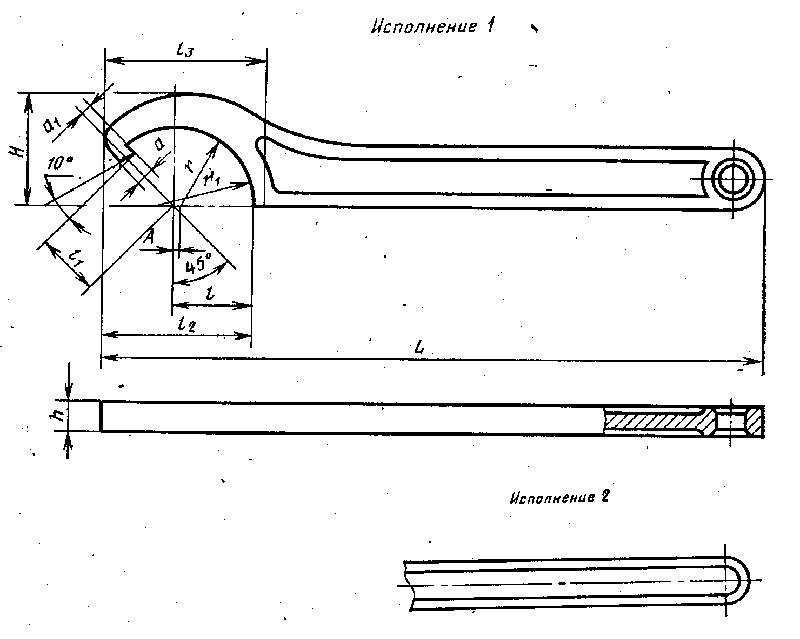
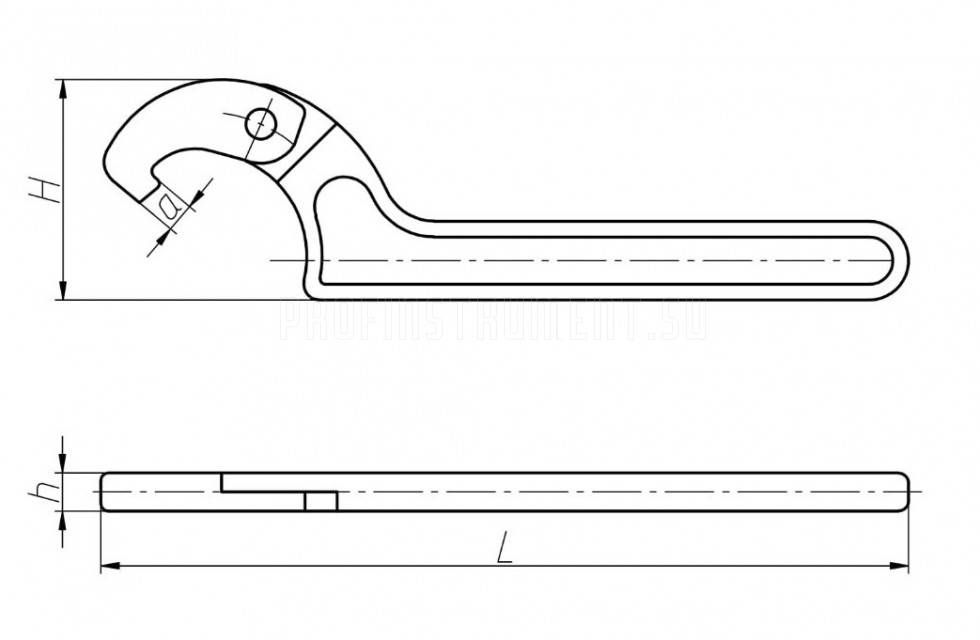
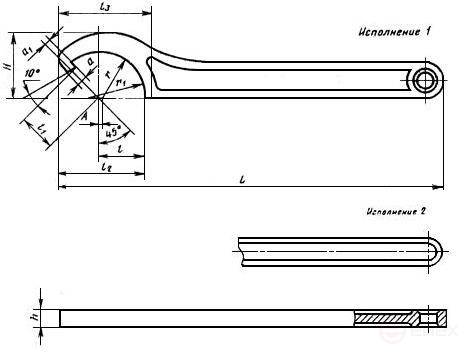
2. Основные размеры ключей должны соответствовать указанным в таблице и на чертеже.
Издание официальное Перепечатка воспрещена
★
Е
* Переиздание (ноябрь 1985 г) с Изменением А$ 7, утвержденным в декабре 1984 г. (МУС 3—55).
Издательство стандартов, 1985
мм
Ключи исполнения I | Ключи исполнения 2 | Наружный диаметр гаек D | h (пред, откл. по Ы6) | а (пред, откл. по hi5) | «1 | L | 1 | |||
Обозна чение | Приме няе мость | Обозна чение | Приме няе мость | |||||||
7811-0311 | 7811-0411 | 12 | 3 | 1.4 | 0,80 | 105 | 6.0 | |||
7811-0312 | 7811-0412 | 14—16 | ПО | 7.0 | ||||||
7811-0313 | 7811-0413 | 22—24 | 5 | 3,0 | 1,75 | 130 | 11,0 | |||
7811-0314 | 7811-0414 | 26—28 | «3,5 | 2,00 | 145 | 13,0 | ||||
7811-0315 | 7811-0415 | 30—34 | 6 | 4.5 | 2,50 | 155 | 15,0 | |||
7811-0316 | 7811-0416 | 38—42 | 7 | 165 | 19,0 | |||||
7811-0317 | 7811-0417 | 45—52 | 190 | 22,5 | ||||||
7811-0318 | 7811-0418 | 55-60 | 5,0 | 3,00 | 215 | 27,5 | ||||
7811-0319 | 7811-0419 | 65—70 | 8 | 240 | 32,5 | |||||
7811-0320 | 7811-0421 | 75-85 | 7.0 | 4.00 | 270 | 37,5 | ||||
7811-0321 | 7811-0422 | 90—95 | 10 | 290 | 45,0 | |||||
7811-0322 | 7811-0423 | 100—110 | 8,0 | 5,00 | 315 | 50.0 | ||||
7811-0323 | 7811-0424 | 115—120 | 340 | 57.5 | ||||||
7811-0324 | 7811-0425 | 125—130 | 10,0 | 6,00 | 350 | 62,5 | ||||
7811-0325 | 7811-0426 | 135—140 | 12 | 370 | 67,5 | |||||
7811-0326 | 7811-0427 | 150—160 | 12,0 | 7,00 | 390 | 75,0 | ||||
7811-0327 | 7811-0428 | 165—170 | 15 | 420 | 82,5 | |||||
7811-0328 | 7811 0429 | 175—190 | 440 | 87,5 | ||||||
7811-0329 | 7811-0431 | 200—210 | 14,0 | 8,00 | 480 | 100,0 | ||||
7811-0330 | 7811-0432 | 220—230 | 515 | 110,0 | ||||||
7811-0331 | 7811-0433 | 240—250 | 580 | 120,0 |
Примечания: 1. Неуказанные предельные отклонения, кроме размеров 2. Предельные отклонения размера h выдержать на длине головки ключа /3. (Измененная редакция, Изм. № 1).




*1 | h | h | А | г | Г1 | Н | Масса, кг, не более | |
4,5 | 13,0 | 18 | 0,5 | 6,7 | 7,0 | 12 | 0,012 | |
5,5 | 15,0 | 20 | 7,6 | 8,0 | 0,024 | |||
9,0 | 23,0 | 28 | 1,0 | 12,0 | 12,5 | 18 | 0,048 | |
11.0 | 27,0 | 32 | 14,0 | 14,5 | 22 | 0,064 | ||
12,5 | 30,0 | 36 | 16,0 | 16,5 | 23 | 0,097 | ||
16,5 | 36,0 | 40 | 19,5 | 20,5 | 29 | 0,115 | ||
20,0 | 43,5 | 56 | 23,0 | 24,0 | 32 | 0,152 | ||
25,0 | 54,0 | 63 | 1,5 | 29,0 | 29.5 | 41 | 0,197 | |
30,0 | 63,5 | 75 | 34,0 | 34,5 | 48 | 0,261 | ||
34,0 | 73,0 | 85 | 39,0 | 39,5 | 53 | 0,285 | ||
41,5 | 85,0 | 95 | 2,0 | 46,0 | 47,5 | 61 | 0,415 | |
45,5 | 95,5 | 105 | 51,5 | 52,5 | 69 | 0,451 | ||
53,0 | 108,5 | 120 | 59,5 | 60,0 | 77 | 0,574 | ||
57,0 | 117,5 | 130 | 64.5 | 65,0 | 82 | 0,644 | ||
62,0 | 128,5 | 140 | 2.5 | 70,0 | 70,5 | 91 | 0,820 | |
68,5 | 143,0 | 155 | 77,5 | 78,0 | 99 | 0,925 | ||
76,5 | 157,5 | 170 | 85,0 | 85,5 | 111 | 1,370 | ||
81,5 | 167,5 | (80 | 90,0 | 91,5 | 118 | 1,588 | ||
93,0 | 190,0 | 200 | З.С | 103,0 | 104,0 | 134 | 1,897 | |
103,0 | 210,0 | 220 | 113,0 | 114,0 | 147 | 2,268 | ||
113,0 | 229,0 | 250 | 123,0 | 124,0 | 159 | 2,756 |
IT18
аь /з* Д—±
Исполнение 1
Исполнение 2
Пример условного обозначения ключа для круглых шлицевых гаек с наружными диаметрами 55—60 мм исполнения 1 с шероховатостью поверхностей исполнения 1 по ГОСТ 2838—80 с покрытием хромовым толщиной 1 мкм с подслоем никеля толщиной 12 мкм:
Ключ 7811-0318 1 Н12.Х1 ГОСТ 16984—79
То же, ключа для круглых гаек исполнения 2:
Ключ 7811-0418 1 Н12. XI ГОСТ 16984—79
3. Ключи должны изготовляться из стали марки 40Х по ГОСТ 4543—71 или 45 по ГОСТ 1050—74.
4. Твердость ключей всех размеров на длине h должна быть HRC3 41,5 . . . 46,5.
(Измененная редакция, Изм. № 1).
5. Технические требования — по ГОСТ 2838—80.
6. Размеры конструктивных элементов ключей указаны в рекомендуемом приложении.
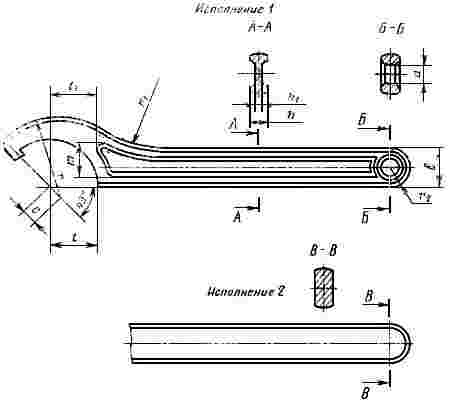
ПРИЛОЖЕНИЕ Рекоменд уемое
РАЗМЕРЫ ЭЛЕМЕНТОВ КЛЮЧЕЙ
Исполнение 1
В
ми
Наруж ный диаметр гаек D | В | h | hi | С | г | Гу | Гг | 1 | 1у | т | а (пред, откл. по Н16) |
12 | 10 | 3 | о | 14 | 10 | 5.0 | 6,0 | ||||
14—16 | о | 7.0 | 6 | ||||||||
22—24 | 12 | 2.5 | 22 | 22 | 6,0 | 11,0 | 11 | 10 | |||
26—28 | 5 | 5 | 26 | 26 | 13,0 | 13 | |||||
30—34 | 15 | 6 | 27 | 27 | 7,5 | 15,0 | 15 | 12 | |||
38—42 | 16 | 3,0 | 33 | 35 | 8,0 | 19,0 | 20 | 8 | |||
45—52 | 18 | 7 | 6 | 37 | 40 | 9,0 | 22,5 | 21 | 17 | ||
55—60 | 20 | 8 | 47 | 45 | 10,0 | &7,5 | 28 | 21 | |||
65—70 | 8 | 54 | 52 | 32,5 | 32 | 25 | 10 | ||||
75—85 | 22 | 3,5 | 60 | 60 | 11,0 | 37,5 | 35 | 30 | |||
90—95 | 25 | 9 | 68 | 65 | 12,5 | 45,0 | 43 | 31 | 13 | ||
100—110 | 10 | 75 | 75 | 50,0 | 44 | 38 | |||||
115—120 | 28 | 85 | 85 | 14,0 | 57,5 | 51 | 45 | ||||
125—130 | 4.0 | 10 | 90 | 90 | 62,5 | 57 | 47 | 16 | |||
135—140 | 30 | 12 | 98 | 95 | 15,0 | 67,5 | 60 | 52 | |||
150—160 | 32 | 107 | 16,0 | 75,0 | 65 | 58 | |||||
165—170 | 34 | 120 | 120 | 17,0 | 82,5 | 70 | 64 | ||||
175—190 | 38 | 12 | 127 | 127 | 19,0 | 87,5 | 74 | 69 | 18 | ||
200—210 | 15 | 5.0 | 143 | 143 | 100,0 | 84 | 80 | ||||
220—230 | 45 j | 13 | 156 | 156 | 22.5 | 110,0 | 91 | 88 | on | ||
240—250 | 168 | 168 | 120,0 | 100 | 95 | 20 |
Примечание. Неуказанные предельные отклонения размеров — по 2-му классу точности ГОСТ 7505—74.




Редактор Л. Л. Владимиров Технический редактор Af. И. Максимова Корректор Af. Af. Герасименко
Сдано в на б. 15.07.85 Подп. в гтеч. 19.12.85 0,75 уел. п. яг. 0,75 уел. кр.-отт. 0,29 уч.-язд. я.
Тираж 20000 Цена 3 кон.
Ордена «Знак Почета» Издательство стандартов, 123840. Москва, ГСП,
Новопресненскнй пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Мандауго, 12/14, Зал. 3574.
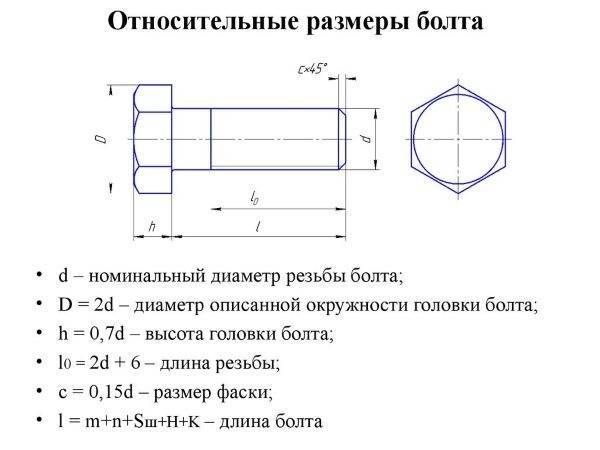
Определение размеров болта
Если болты имеют метрическую резьбу на стержне, то в прилагающейся документации используется формат MDxPxL. Обозначение расшифровывается следующим образом:
- M — указание метрической резьбы;
- D — показатель диаметра изделия;
- P — данные о шаге резьбы (виды отличаются, встречается мелкий, крупный, особо мелкий), при особо крупном значение не добавляется;
- L — показатель длины метиза.
Все перечисленные параметры указываются в миллиметрах.
Для того, чтобы узнать тип и размеры какого-либо болта, потребуется определить его вид. Рекомендуется руководствоваться отечественными стандартами ГОСТ или европейским ISO. Также допускается применение немецкого DIN. После того, как тип будет известен, можно определять размеры.
Диаметр крепежного элемента определяется с помощью различных инструментов — штангенциркуль, шаблонная линейка, а также микрометр. При этом точность измерений контролируется калибрами типа “ПР-НЕ”. Название приспособления расшифровывается как “проход-непроход”. Первая часть при накручивании на болт не требует прикладывания усилий, вторую деталь невозможно закрутить совсем.
Для измерения показателя длины также применяется линейка или штангенциркуль. Если потребовалось узнать шаг резьбы, то для крепежного элемента используется специальный инструмент шагомер. При отсутствии нужного приспособления допускается замер расстояния между парой витков с применением штангенциркуля.
Инструмент подойдет и предоставит точные показатели только в том случае, если измеряется крупный диаметр резьбы. Более правильные параметры получаются в результате проверки нескольких витков вместо двух. Полученный результат необходимо разделить на количество витков, используемых для измерения.
Если число, полученное в результате проверки, совпадает с каким-либо значением резьбового ряда, то это является справочным значением и искомый шаг присутствует. Если измерение не принесло необходимого результата, то вероятно перед вами дюймовый тип резьбы. В таком случае потребуется дополнительное уточнение для точного определения шага.
Болты имеют определенные разновидности, которые определяются геометрической формой метиза. Поэтому методы измерения для каждой группы отличается. Различают 2 варианта:
- с выступающей формой головки;
- потайной вид головки.
Для определения длины крепежных элементов с выступающей головкой не требуется задействовать саму головку.
- метизы с шестигранной головкой, соответствующие нормативам ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- варианты с уменьшенными размерами головки и шестью гранями, изготовленные по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- крепежные элементы с высокой прочностью ГОСТ 22353-77;
- высокопрочные метизы с шестью гранями и увеличенным размером под ключ ГОСТ Р 52644-2006;
- болты, которые имеют шестигранную головку, а также дополнены направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70;
- головка метиза уменьшена, имеет 6 граней и применяется для монтажа в отверстия из-под развертки ГОСТ 7817-80;
- головка является увеличенной, также предусмотрен ус ГОСТ 7801-81;
- рым-болт, соответствующий отечественному стандарту ГОСТ 4751-73;
- варианты с полукруглой головкой увеличенных размеров, а также оснащенные квадратным подголовком ГОСТ 7802-81.
Если перед вами болт с потайной головкой, то потребуется измерять длину с учетом ее размеров:
- шинные метизы ГОСТ 7787-81;
- с потайной головкой, оснащенные усом и соответствующие нормативам ГОСТ 7785-81;
- стандартный вариант с квадратным подголовком и потайной разновидностью головки ГОСТ 7786-81.
Для определения вида болта и соответствующего ему стандарта применяется размер головки. Например, “под ключ” для головок с шестью гранями, если болт оснащен цилиндрической головкой, то используется диаметр.
Как правильно определить размер дюймового болта
Если рассматривать различную документацию для дюймовых болтов, то встречается аббревиатура для обозначения конструкции в виде D”-NQQQxL. Расшифровывается она следующим образом:
- D” — показатель диаметра резьбы, которая может быть указана как целое число, а также в формате дроби или номера, если метиз представлен с малым диаметром;
- N — обозначение, сколько витков находится на одном дюйме;
- QQQ — встречаются как 3, так и 4 буквы, которые означают дюймовую резьбу;
- L — показатель длины крепежного элемента, также измеряется в дюймах.
Если вам потребовалось узнать резьбовой диаметр для дюймового болта, то необходимо полученные показатели разделить на 25,4 мм. Значение в результате соответствует дюймовому. Затем цифры сопоставляются с подходящим в таблице UNC.
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.

Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.

Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.





