
Производство
Качественный автоклавный газобетон изготавливается в условиях промышленных предприятий. Все процессы на участках производства автоматизированы, что позволяет формировать газобетонные изделия разной рецептуры с требуемыми характеристиками. Производство легко переналаживается на изготовление продукции по заявкам заказчиков.
Подготовка компонентов
Для производства автоклавного газобетона используется не сам кварцевый песок, а продукт его переработки, получаемый путем мокрого измельчения в шаровых мельницах. Далее шлам песка дополнительно обрабатывается до нужной консистенции в шламовых бассейнах. Уплотненный материал насосами подается в установки, формирующие нужные весовые пропорции компонентов.
Дозировка и перемешивание
Для этого задействуются специальные автоматизированные модули, имеющие производительность до 40 метров кубических продукции в смену. Достаточно широкий диапазон пропорций смешиваемых исходных материалов позволяет формировать автоклавный газобетон с заданными характеристиками. Дозированные составляющие будущей продукции по заданной программе перемешиваются с водой, алюминиевой суспензией и известью (портландцементом и пр.) в смесителе.
 Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.
Формы со смесью транспортируются в камеру для созревания и предварительного отвердения.
Добавка гипса замедляет процесс загустения массы. После достижения смесью плотности льющейся сметаны ее разливают в формы до половины уровня. Регулирование количества и соотношения алюминия и извести определяют объем выделенного газообразного водорода и, как следствие, различную плотность газобетонов. Ударные нагрузки на формы ускоряют химические процессы замещения в газобетоне водорода в пустотах воздухом, увеличения объема материала и заполнения им форм. Происходит первичное вызревание и твердение материала.
Нарезка на блоки
Примерно через 1-2 ч. после разливки масса начинает держать форму и приобретает прочность, достаточную для резки. Структуру материала уже до 85% объема составляют закупоренные воздушные пустоты. Порезка производится проволочными пилами автоматизированного оборудования. На поворотных столах массив, освобожденный от опалубки, устанавливают вертикально и разрезают в вертикальной и горизонтальной плоскостях. Операция формирует торцы изделий и, при необходимости, торцевые зацепы, карманы для ручной переноски, пазы, гребни. Верхний и нижний слои массива отправляют на вторичную переработку для производства газоблоков.
Автоклавная обработка
 Автоклавная обработка – бетон приобретает дополнительную жесткость и высушивается.
Автоклавная обработка – бетон приобретает дополнительную жесткость и высушивается.
Газобетон автоклавного твердения формируется при повышенной температуре и давлении, неавтоклавный — твердеет при нормальном атмосферном давлении или в условиях нагревания. Разрезанный массив загружается в специальную печь — автоклав – на 12 часов. Температура 180 градусов и давление 14 бар ускоренным образом завершают образование структуры искусственного камня и окончательное отвердевание изделий. Для автоклавной технологии характерно формирование анизотропных свойств готовых изделий.
Сортировка и упаковка
На автоматизированном участке блоки отделяют друг от друга по ранее выполненным швам и селектируют по качеству. Специальное устройство перемещает готовые изделия партиями на поддоны. Процесс упаковки заключается в гидроизоляции паллет термоусадочной пленкой и крепежной лентой.
Технология производства газобетона
Прежде чем говорить о существенных различиях в свойствах и качестве автоклавного газобетона и блоков естественной выдержки рассмотрим их компонентный состав, который абсолютно идентичен:
- бездобавочный портландцемент марок М300, М400, иногда используют М500;
- чистый песок мелких фракций – от 2,0 до 2,5 мм.
- вода средней жесткости без химических примесей;
- газообразователь — пудра или паста алюминиевая;
- вещество запускающее химические реакции вспучивания – известь, вид, состояние и дисперсность которой зависит от способа производства;
- модификаторы, улучшающие качество конечного продукта – добавляются по желанию и не являются обязательными составляющими.
Еще одно сходство, объединяющее автоклавный и неавтоклавный газобетон – принцип производства раствора.
На первом этапе в соответствии с технологией готовится обычный цементно-песчаный раствор необходимой консистенции. Полученную смесь распределяют по опалубкам. После чего в нее вводится алюминиевый порошок и известь. Именно реакция этих компонентов обеспечивает образования газа, раствор вспучивается, образуя поры.
Дальше технологии расходятся на этапе выдержки и обработки газобетона. При естественном твердении готовый раствор заливается в опалубку, формирующую блоки нужного размера. После набора прочности изделия распалубливают и отправляют на склад готовой продукции.
При использовании автоклава для газобетона, этот этап происходит немного сложнее. А именно, смесь заливают в монолитную опалубку. После ее вспучивания и набора минимальной прочности газобетонную глыбу разрезают на изделия необходимых размеров и отправляют их для дополнительного обжига в автоклав, где поддерживается температура в пределах 200 С и давление в 10 Бар. Такие условия по максимуму активируют процессы гидратации цемента и позволяют удалить из бетона лишнюю влагу.
В итоге получается, что изделия естественной сушки – это всего лишь затвердевшая вспученная цементно-песчаная смесь, когда автоклавные газоблоки в процессе обжига образуют новый синтетический компонент – тоберморит, качественно улучшающий характеристики конечного продукта.
Технология
Высокое качество строительного материала может гарантировать только предприятие, имеющее специализированное оборудование, где производство проходит в строгом соблюдении технологических процессов на всех этапах. Технология производства автоклавированием предусматривает применение герметической камеры, где застывший раствор с порами придается термической обработке под высоким давлением. Такая технология позволяет получать строительный материал с улучшенными свойствами и характеристиками, которых невозможно добиться в обычных условиях. Изменения в структуре искусственного камня выполняются на молекулярном уровне. На современных заводах автоклавного газобетона продукция соответствует европейским стандартам качества.
Пропорции неавтоклавного и автоклавного продукта регламентированы и рекомендованы в следующем соотношении компонентов:
- Портландцемент — от 35 до 49%.
- Известь негашеная — от 12 до 26%.
- Силикаты кальция — примерно 2,6%.
- Хлорид кальция — от 0,18 до 0,25%.
- Пудра алюминиевая — от 0,06 до 0,1%.
- Вода несоленая, до получения 100% объема.
Процентное соотношение компонентов и состава устанавливается опытным путем. В зависимости от прочности и условий затвердевания, показатели варьируют в широком диапазоне. При использовании автоклавирования из продукта выводятся излишки влаги, и завершается процесс твердения.
Технология производства
Загрузка газобетонных блоков в автоклав. Технологический процесс заключается в отливке изделий в различные емкости. Смесь состоит из сухих компонентов и воды. Изготовление газобетона не возможно без песчаного шлама и вяжущих компонентов. Придерживаясь определенных пропорций, сухие ингредиенты погружают в бетономешалку для тщательного перемешивания. Для соединения компонентов требуется около пяти минут, после чего смесь вливают в воду с добавлением алюминиевой пудры. Смесь перемешивается и заливается в металлические емкости.
Важно разлить раствор на половину формы, так как он в процессе застывания способен увеличиться в размере. Раствор, вышедший за края емкости, срезают проволочной струной
Чтобы ускорить схватывание и твердение раствора, в процессе изготовления смеси используют подогретую воду до сорока градусов. После разливки раствора, заполненные емкости оставляют в покое до полного их схватывания.
Что представляет собой стройматериал
Материал выпускается в виде объемных фрагментов, которые могут отличаться размером в зависимости от партии. Является материалом, который служит годами без намека на деформацию. Это говорит о том, что качество этого состава проверено временем. С помощью блоков, произведенных по технологии твердения в автоклаве, удается даже сконструировать несущие перегородки.

Ячеистые блоки для строительства жома с фундаментомИсточник asm.ru
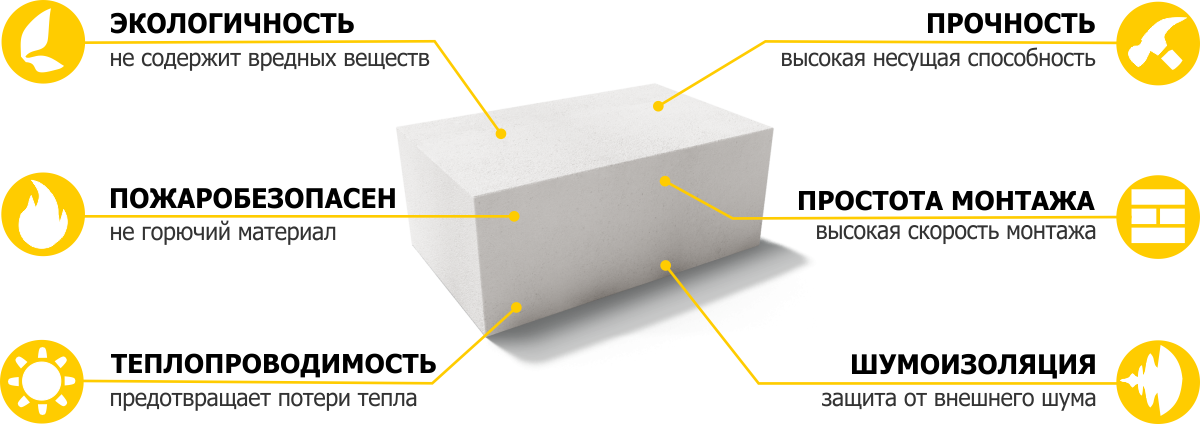
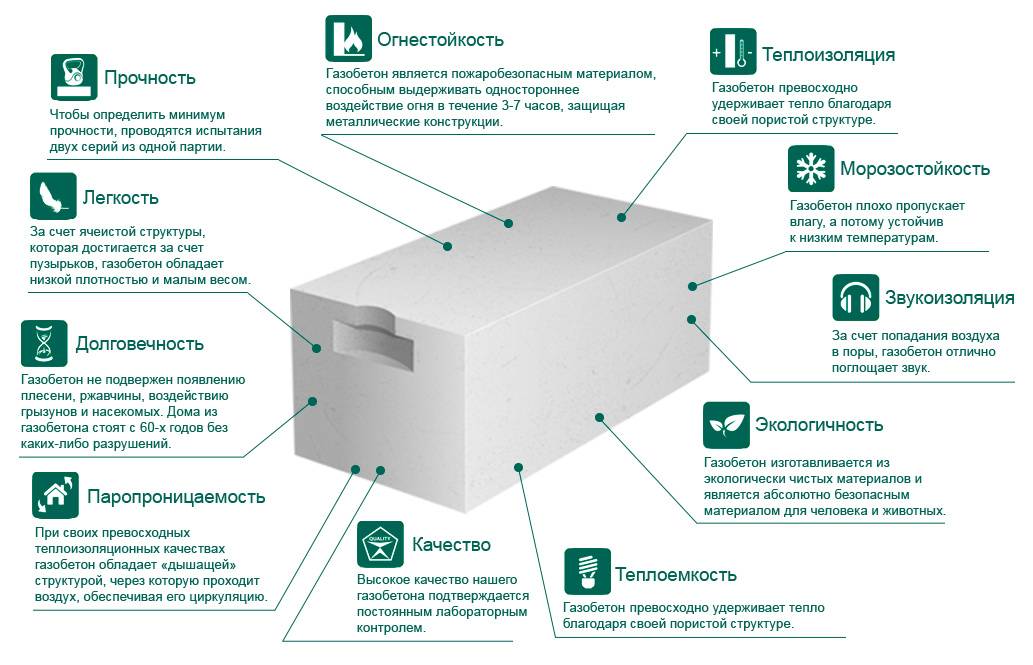
Нужно отметить несколько основных преимуществ материала, которые повлияют на выбор сырья для проведения строительства. Положительными качествами считают:
- Звукоизоляция. Структура, с которой изготавливается данный вид бетона, является отличным средством для удержания звука, как внутри помещения, так и снаружи;
- Пожаробезопасность. Пористость материала помогает остановить воспламенение, предупредить его распространение в другие комнаты;
- Теплоизоляция. Воздух, присутствующий в порах материала играет роль неплохого изолятора, за счет этого температура внутри комнаты всегда будет оптимальной для проживания.
- Экономичность. Материал обходится несколько дешевле, чем камень, соответственно на стройке можно эффективно сэкономить.
- Точные размеры. Несмотря на пористость структуры, блоки имеют идеально ровную поверхность и правильные геометрические формы. Это облегчает дальнейший процесс отделки стен.
- Скорость строительства. Ячеистые блоки очень быстро монтируются, так как их не требуется подгонять.
- Элементарность обработки. При необходимости фрагментировать блоки на части, достаточно использовать обычную ножовку.

Перегородки из ячеистых блоков автоклавного тверденияИсточник prime.pyotr.pro
Однако это сырье не лишено и недостатков:
- возможность растрескивания;
- высокая степень водопоглащения, именно поэтому обязательно устройство вентиляционных зазоров в таких стенах.
Для строительства сооружений из таких конструкций необходимо применение крепежа-бабочки.

Плотный ячеистый бетон автоклавной обработки для строительстваИсточник braersnab.ru
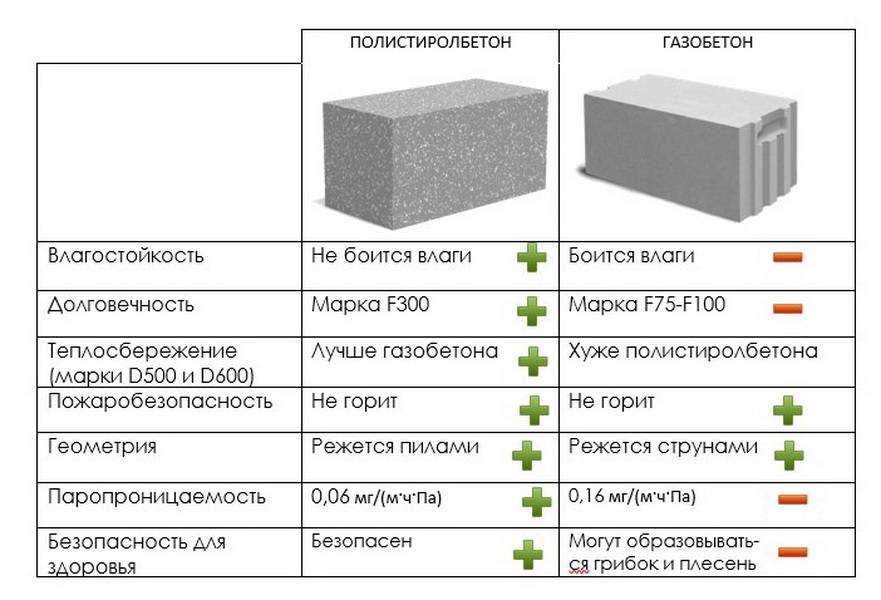
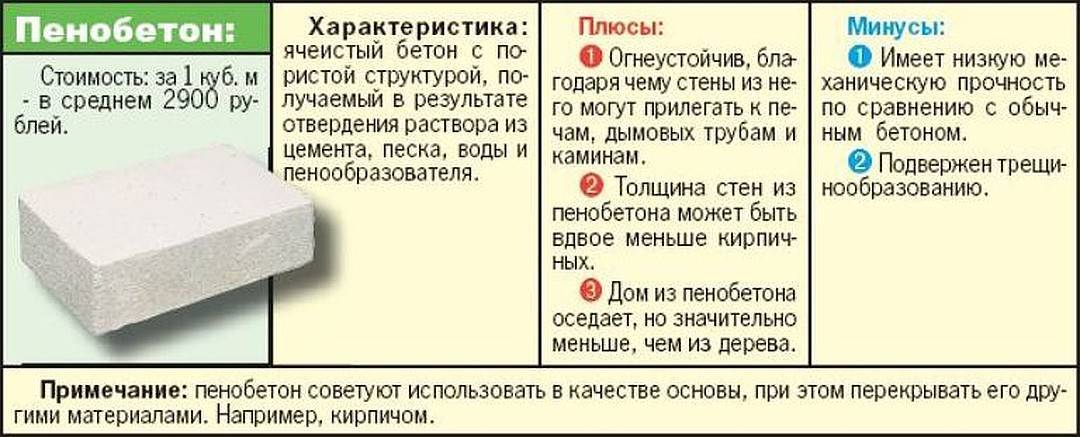
В чем разница газобетона и пенобетона?
Люди, которые выбирают из чего строить дом, часто задаются таким вопросом: что лучше, газобетон или пенобетон? Давайте разберемся.
Пеноблоком является соединение бетонной смеси со специальными добавками, которую создают в результате смешивания. При изготовлении пенобетона смесь заливают в формы, в которых, смесь затвердевает, и получаются пеноблоки. Таким образом, пенобетон затвердевает в природных условиях. Его можно сделать непосредственно на стройплощадке, то есть самостоятельно.






Газобетон в отличие от пенобетона изготавливают на заводах. Поры в газобетоне получаются вследствие химической реакции с выделением водорода. Он же и образует поры.
Как только газобетон твердеет, с помощью специальных струн его разрезают. Автоклавный газобетон становится полностью прочным в автоклаве вследствие высокой температуры, большого давления и пара.
Важно! Газобетон изготавливают по ГОСТу, то есть он имеет сертификат качества. Пенобетон же не предполагает контроль качества сырья, кроме этого имеет место нарушение технологии
По прочности пенобетон значительно слабее автоклавного газобетона. В кладке из пенобетона вероятность появления трещин намного больше, нежели в кладке из газобетона. Это связано, прежде всего, с тем, что коэффициент усадки при высыхании для блоков из газобетона меньше, чем для пеноблоков и составляет до 0,5 мм/м. К слову, этот показатель пеноблоков – 1-3 мм/м.
Газобетон является экологическим материалом. Микроклимат в доме из газобетона комфортный и схожий с микроклиматом деревянного дома. Благодаря тому, что газобетон способен стабилизировать влажность, в нем не появится грибок, а также плесень. В пенобетон же кроме золы, песка и отходов щебеночного производства могут добавляться химические добавки, а это снижает экологичность дома из пенобетона.
Газобетон имеет точную геометрию, в пеноблоках нарушена геометрия, это связано с тем, что технология производства значительно упрощена.
Газобетон лучше впитывает влагу, чем пенобетон. При этом отличия небольшие. Пенобетон имеет поры только закрытого типа, а газобетон – открытого и закрытого типа. Газобетон способен впитывать влагу на небольшую глубину, за счет наличия пор закрытого и открытого типа. Именно благодаря порам закрытого типа влага не может быстро проникнуть внутрь материала.
Если делать кладку из пенобетона, велика вероятность появления мостиков холода в кладке, а это прямой знак того, что теплоизоляционные свойства снизятся.
Важно! Газобетон обладает намного лучшими теплоизоляционными характеристиками, нежели пенобетон. Бесспорно, газобетон имеет больше плюсов по сравнению с пенобетоном, но каждый решает сам, из чего построить дом.Чтобы дом получился красивый и надежный необходимо использовать только качественные газоблоки для строительства
Бесспорно, газобетон имеет больше плюсов по сравнению с пенобетоном, но каждый решает сам, из чего построить дом.Чтобы дом получился красивый и надежный необходимо использовать только качественные газоблоки для строительства
Производство различных видов газобетона
Для того чтобы его изготовить, потребуется:
- цемент,
- гипс,
- известь,
- кварцевый песок,
- дополнительные элементы,
- воздух.
Именно последний компонент способствует значительному уменьшению массы ячеистого бетона без потери прочности. Получается уникальный материал с мелкими пустотами, благодаря которым одним из важных свойств ячеистого бетона является теплоизоляция.
Основными строительными материалами, относящимися к этой популярной группе, являются газо- и пенобетон. Второй тип получается путем взбалтывания бетонной смеси и распределения ее по предварительно подготовленным формам. Для получения второго используется химическая реакция, благодаря которой в материале появляются пузырьки газа.
Если газобетон получают в автоклавной камере, в которой создается высокое давление и на материал действует насыщенный пар, то конечный продукт называется автоклавным газобетоном. Его структура однородна, и его характеризует высокая прочность.
Производство автоклавного газобетона на крупнейших предприятиях полностью автоматизировано, и для улучшения процесса производители используют инновационное оборудование. Благодаря оснащению от ведущих европейских компаний, получаются четкие размеры и высокие эксплуатационные его свойства.
Наиболее распространенные габаритные размеры составляют 60 сантиметров в длину и 25 сантиметров в высоту. Толщина автоклавных газобетонных блоков получается от 7,5 до 50 сантиметров.
При помощи таких блоков быстро возводятся двухуровневые строения. Максимальная длина, которая допускается при его производстве, составляет 6 метров.
Где можно использовать?
Газобетон – это практичный и востребованный материал. Он может использоваться в различных целях.
Из этого материала строят не только частные жилые постройки, но и строения хозяйственного назначения. Также газобетон подходит для возведения промышленных и административных зданий. Однако нужно учесть, что для зданий с большим количеством этажей он подойдет вряд ли.
Благодаря своим эксплуатационным характеристикам газобетонные блоки можно использовать при возведении домов даже в условиях сурового климата. Кроме того, этот строительный материал допустимо использовать в качестве конструкционных, звукоизоляционных и теплоизоляционных оснований. Его применяют при строительстве разных стен. Из подобных видов блоков получаются надежные и крепкие внешние и внутренние стены – они могут быть одинарными, несущими, двойными или комбинированными.
Еще одной из сфер применения газобетонных блоков является перестройка, а также реставрация старых сооружений. Для реставрирования зданий, которым уже много лет, газоблок подходит из-за своего малого веса.
Данный строительный материал достаточно часто используют с целью звукоизолировать или теплоизолировать жилище. Он подходит для утепления как малоэтажных, так и высотных зданий. Чтобы утеплить сооружение, обычно используют специальные разновидности газобетона, которые имеют малые габариты.
Газобетон применяют при обустройстве лестничных ступенек, плит перекрытия и перемычек.
В последнее время газобетон с ячеистой структурой стал часто применяться и в других сферах. В данном случае речь идет о сооружении стен подвальных помещений или фундаментов. Однако для обоснования использования газобетонных блоков обычно требуется дополнительная проверка, направленная на выявление надежности и долговечности материалов.





Тонкости выбора газоблоков
Первое, что нужно сделать, покупая газобетон автоклавный или неавтоклавный – проверить наличие сертификата качества. Ответственные производители продают газоблоки партиями в герметичной упаковке и на поддоне. Это облегчает транспортировку стройматериала и защищает его от переувлажнения. Также на поддоне указывается номер партии, который должен совпадать с номером, указанным в сертификате. Отсутствие упаковки – первый признак «кустарного» производства.
Далее обращается внимание на:
- размеры – отклонения не должны превышать указанных в ГОСТ;
- цвет – однородный светло-серый (почти белый) для автоклавного и серый для неавтоклавного газобетона;
- отсутствие разводов, маслянистых пятен, разного оттенка блоков;
- отсутствие большого количества сколов.
Что такое автоклавный газобетон — особенности и характеристики
Это материал искусственного происхождения, разновидность пористого бетона, в котором имеются сферические микроскопические ячейки. Благодаря пористой структуре газобетон отличается высокой теплоизоляцией, небольшим весом.
Чем отличается от неавтоклавного

В зависимости от способа изготовления выпускают следующие виды бетона:
- Неавтоклавный газобетон – не подвергается термической обработке. Высыхание и твердение изделий проходит в природных условиях или при незначительном нагревании. После затвердевания бетон получается серой окраски.
- Автоклавный газобетон – сушат в специальной печи. Получаются блоки почти белого цвета с особыми свойствами.
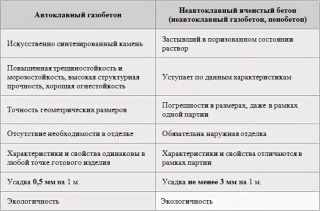
Автоклавный и неавтоклавный газобетон, отличия:
- Прочность. К стене из автоклавных блоков можно прикрепить предметы, имеющие большую массу, например, колонку, полку, шкаф, кондиционер. Неавтоклавные блоки такой нагрузки не выдержат.
- Стабильное высокое качество автоклавных газоблоков, так как их изготавливают только на крупных производствах в отличие от неавтоклавного материала, который часто производят кустарными способами.
- Малая усадка при эксплуатации автоклавного бетона – 0,5 мм/м; неавтоклавного – до 3 мм/м.
Как выбрать газобетонный блок
- Технология производства . Для изготовления газобетона требуются такие природные материалы, как песок, цемент, известь, гипс. Газообразование происходит за счет добавления алюминиевой пыли, которая начинает реагировать при добавлении воды с цементом и известью. А вот для затвердения массы производители используют два способа.
- Автоклавная технология подразумевает обработку сформированного блока насыщенным паром, который подается при высоком давлении. Такой газобетон отличается высокой прочностью, но стоит дороже. Он рекомендуется для возведения стен.
- Неавтоклавная технология заключается в термической обработке полуфабриката, иногда сушка происходит на открытом воздухе. Газобетон получается дешевле, но применять его следует для устройства перегородок.
- Марка газобетона . Определяющей характеристикой газобетонных блоков является плотность. Она изменяется в кг/куб. м, а численное выражение становится обозначением марки после литеры D. Диапазон плотностей колеблется от D200 до D1200. Самые тяжелые блоки используются для устройства несущих конструкций многоэтажек, марки D500. D600 оптимально подходят для частного домостроения. А самые пористые и легкие изделия (D200. D350) применяются для теплоизоляции зданий или создания внутренних перегородок.
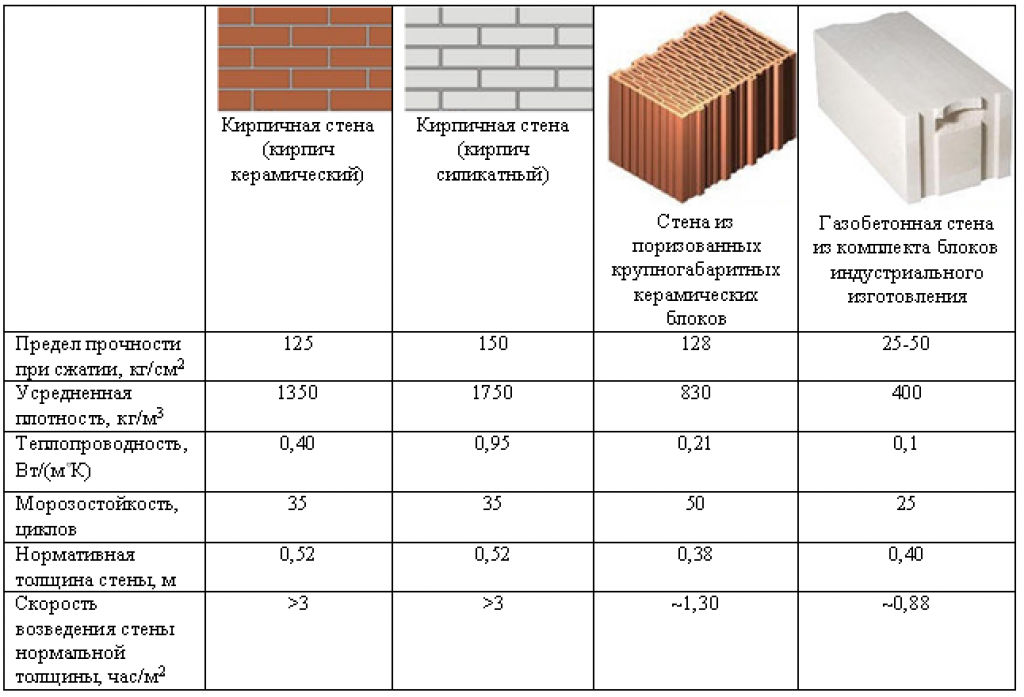
- Прочность на сжатие . Плотность газобетона напрямую влияет еще на один важный параметр, который называется прочность на сжатие. Для обозначения принято использовать соответствующий коэффициент в МПа. Например, популярный блок B2,5 обладает прочностью на сжатие 2,5 МПа, а плотность его находится в пределах 700-800 кг/куб. м. Для сравнения у кирпича этот показатель достигает 15-20 МПа, поэтому для многоэтажного строительства газобетонные блоки не применяются.
- Морозостойкость . Важнейшим показателем газобетона для суровых климатических условий России является морозостойкость. Она определяется количеством циклов замораживания и оттаивания, которые выдерживает материал без ухудшения эксплуатационных характеристик. Диапазон морозостойкости колеблется в диапазоне F15. F100. Строители рекомендуют для возведения наружных стен использовать блоки с морозостойкостью выше F50.
- Разновидности газоблоков . На отечественном рынке представлено несколько разновидностей, отличающихся по форме и размерам. Классикой жанра считается прямоугольные конструкции, эксперты выделяют в этой группе несколько типов.
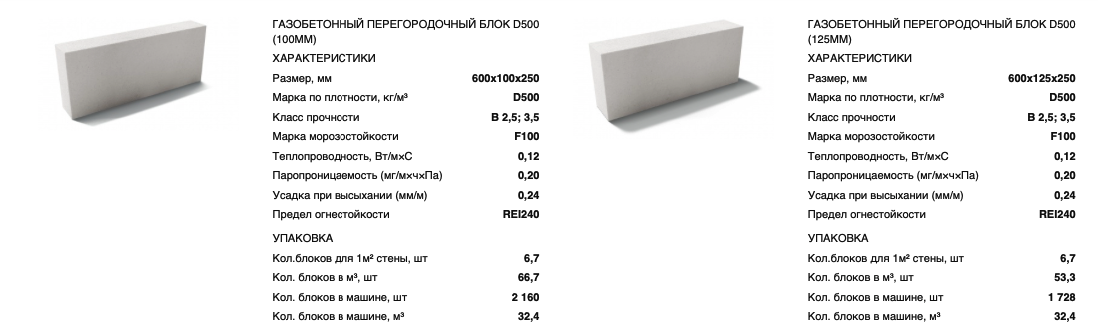
- Кладочные или стеновые газобетонные блоки выпускаются для возведения несущих стен. Иногда их используют и для устройства перегородок. При стандартной высоте (200 мм) и длине (600 мм) они отличаются шириной (200. 500 мм).
- Специальные блоки для перегородок при тех же параметрах длины и высоты имеют ширину 75. 150 мм.
- Для создания перемычек можно встретить в продаже блоки длиной 500 мм, высотой 200 мм и шириной 250. 400 мм.
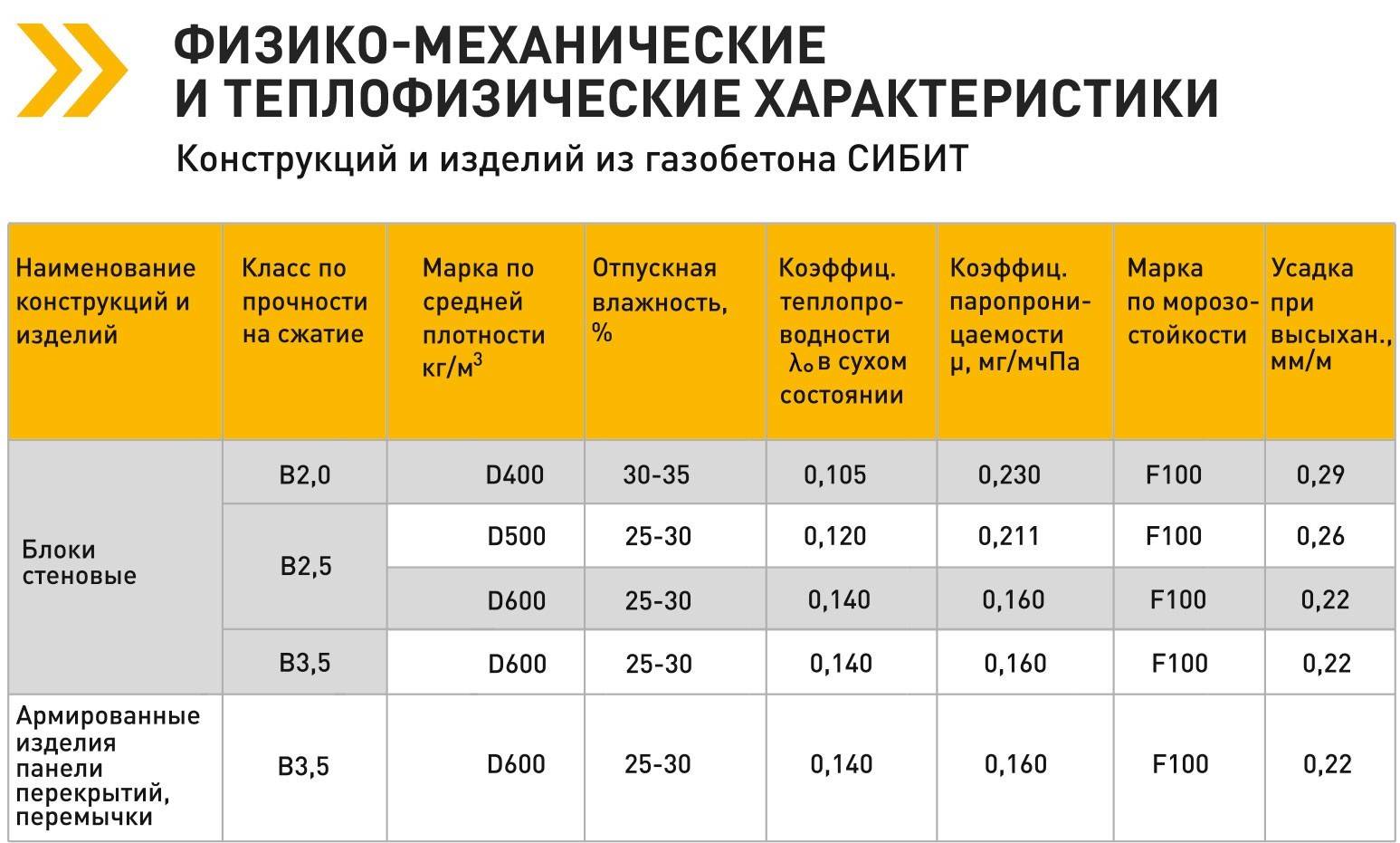
Физико-механические свойства и характеристики газобетона
Особенности
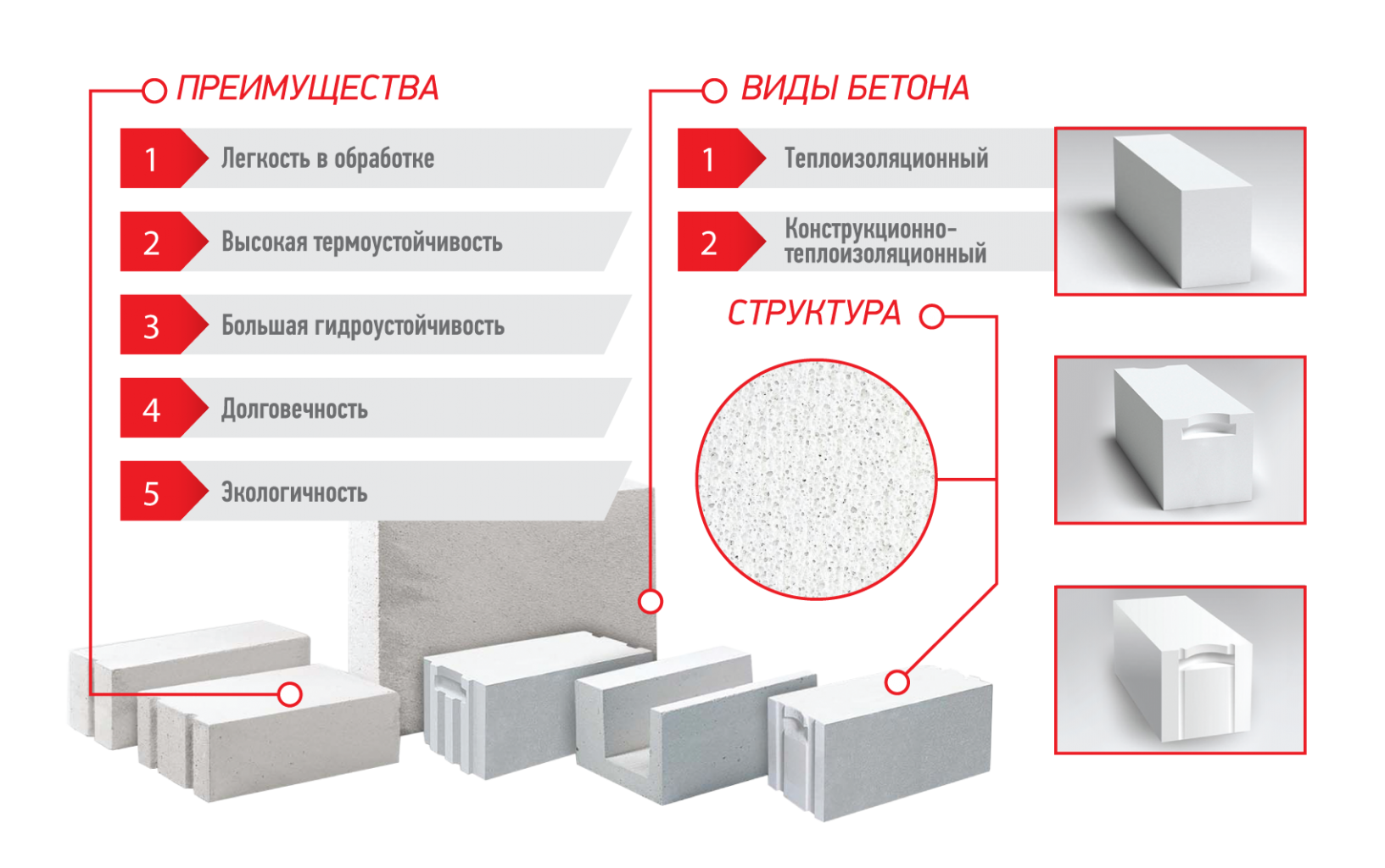
Автоклавный газобетон выпускается 3 категорий:
- теплоизоляционный – плотность составляет 300–500 кг/куб. м. или D300–D500. В качестве материала для несущих стен он использоваться не может. Зато отличается максимально высокими для газобетона теплоизоляционными свойствами;
- конструкционно-теплоизоляционный – с плотностью от 500 до 900 кг/куб. м. Этот материал чаще всего используется в частном строительстве (как домов, так и бань с гаражами), так как одновременно гарантирует и более высокую теплоизоляцию, и достаточную прочность;
- конструкционный – с плотностью от 100 до 1200 кг/куб. м. применяют при монтаже довольно крупных инженерных конструкций. Его достоинство заключается уже не в теплоизоляции, а только в малом весе.
Соответственно, вес, показатели прочности и теплопроводности для всех категорий будут разными. При изготовлении любых бетонных смесей подбирают класс и марку таким образом, чтобы конечный продукт удовлетворял техническому заданию. Соответствие этих указанных в проекте параметров и регулирует ГОСТ.
Следующий видеосюжет рассказывает о некоторых негативных свойствах газобетона:
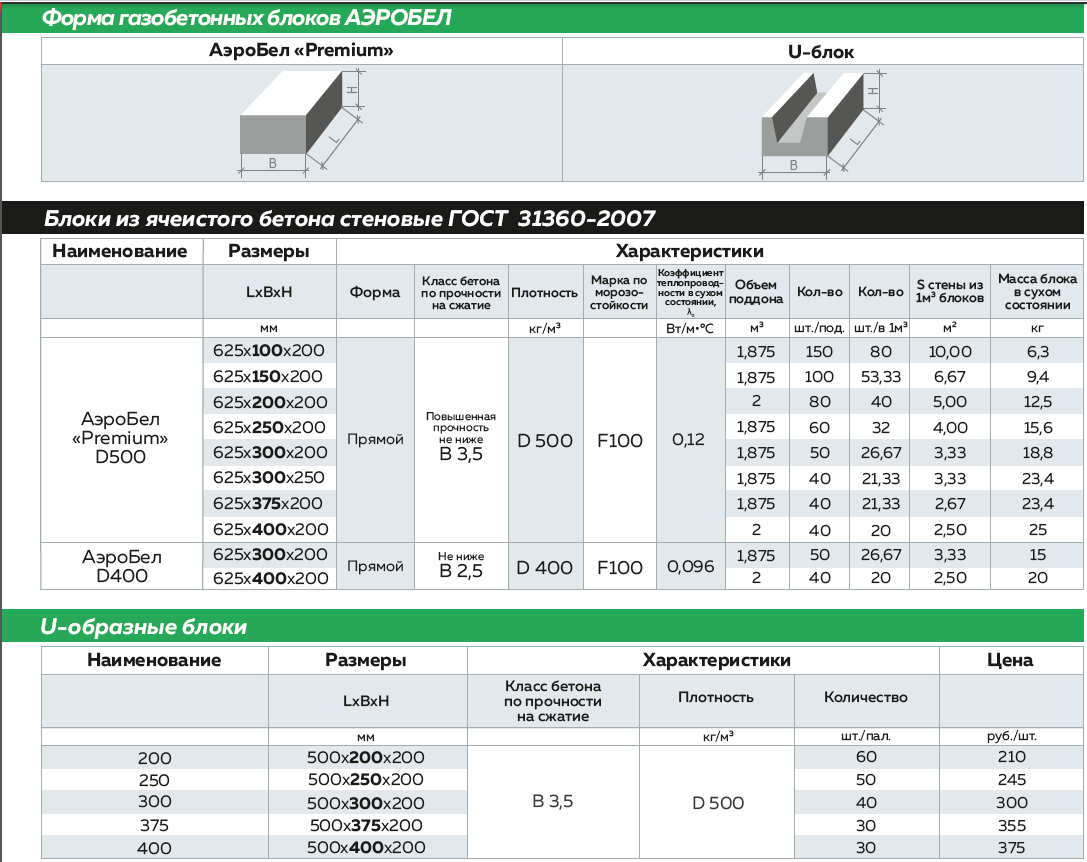
Типы изделий
К общим показателям для любого рода бетона относятся размерные характеристики изделия и отклонения от нее. По ГОСТ выпускаются следующие виды блоков:
- собственно, блок – ширина не слишком отличается от длины, сечение прямоугольное;
- плита – толщина намного меньше длины и ширины, сечение прямоугольное;
- U-образный блок – с углублениями в постельной части изделия.
Блоки с небольшими углублениями в торцевых частях – для захвата руками, специальным изделием не являются.
Допустимые значения и отклонения
ГОСТ регламентирует не столько габариты – они по согласованию с заказчиком могут весьма отличаться от стандартных, сколько максимально допустимые значения и допустимые отклонения.
| Наименование размера | Размеры | |
|---|---|---|
| блока, мм | плиты, мм | |
| Длина | 625 | 1500 |
| Ширина | 500 | 100 |
| Высота | 500 | – |
| Толщина | – | 600 |
Газоблоки отличаются от других изделий исключительной точностью геометрических форм. Это позволяет класть блоки не на раствор, а на клей, что улучшает общие теплоизоляционные свойства стены, поэтому отклонения от геометрии ГОСТ регулирует весьма строго.
| Показатель отклонения | Значения показателя для изделий, мм | |
|---|---|---|
| 1 категории | 2 категории | |
| По длине | 3 | 4 |
| По ширине | 2 | 3 |
| По высоте | 1 | 4 |
| Разность длин диагоналей (отклонение от прямоугольности) | 2 | 4 |
| Отклонения от прямолинейности ребер | 1 | 3 |
Чаще всего в продаже встречаются блоки с гладкими гранями, но возможно производство и куда более сложных форм. К тому же газобетон прекрасно обрабатывается на месте механическими способами: сверление, распиливание, нарезка и так далее.
Про плотность и вес, как удельный, так и объемный газобетона поговорим ниже.
Что такое автоклавный бетон и чем он отличается от неавтоклавного
Автоклавный газобетон – род легкого ячеистого бетона, изготавливаемый из кремнеземистого компонента, вяжущих веществ, воды и газообразователя. В зависимости от характера этих веществ, а также некоторых добавок получают материалы разной плотности и качества. Таким способом получают газосиликатные блоки, однако это не единственный вариант.
Готовят исходную смесь и добавляют в нее газообразователь. Последний вступает в реакцию с компонентами смеси и заполняет массу пузырьками выделяющегося газа. Размеры пузырьков и распределение зависит от характера газа. Чем меньше поры и чем равномернее, тем выше и однороднее по качеству материал.
Базой выступает портландцемент, известь и кварцевый песок. Для газосиликатов в качестве газообразователей берут алюминиевую пудру или пасту. При взаимодействии с известью выделяется водород. Последний и образует множество пузырьков. Объем достигает 80% от объема материала, так что автоклавный пеноблок отличает легкость и низкая теплопроводность. Воздух – лучший теплосберегающий агент.
При общем способе получения пористого материала технология изготовления влияет на его характеристики. Различают неавтоклавный и автоклавный метод производства. В первом случае массу загружают в формы и высушивают. Во втором материал обрабатывается паром под давлением в специальном агрегате – автоклаве. После этого он приобретает куда большую плотность и твердость по сравнению неавтоклавным бетоном.
Неавтоклавный производят по упрощенной схеме: замешивают исходную смесь, заливают в формы, высушивают и вынимают.
Отличие автоклавного бетона (АБ) от неавтоклавного (НБ):
- Материал, обработанный паром, не дает усадки. У АБ блоков она в 10 раз меньше, чем у НБ. Так что здания из газосиликата можно отделывать сразу же после сооружения.
- Под действием давления и температуры в толще происходит больше химических реакций, поэтому АБ прочнее.
- Застывшую массу нарезают на блоки после полного высыхания. Это позволяет получить кирпич идеально точных размеров и формы, что существенно упрощает кладку. Размеры и конфигурация НБ обеспечивает форма, поэтому они не столь точны.
- При обработке в автоклаве пузырьки водорода в массе распределяются более равномерно. Блок получается однородный по свойствам.
- Недостаток, обусловленный этой же особенностью – открытые поры. При большой твердости и прочности газоблок сильно впитывает воду. Однако существенным образом на долговечности материала это не сказывается, так как он легко отдает влагу. НА блок застывает в формах, поэтому поры в нем закрытые. Гигроскопичность неавтоклавных блоков заметно ниже.
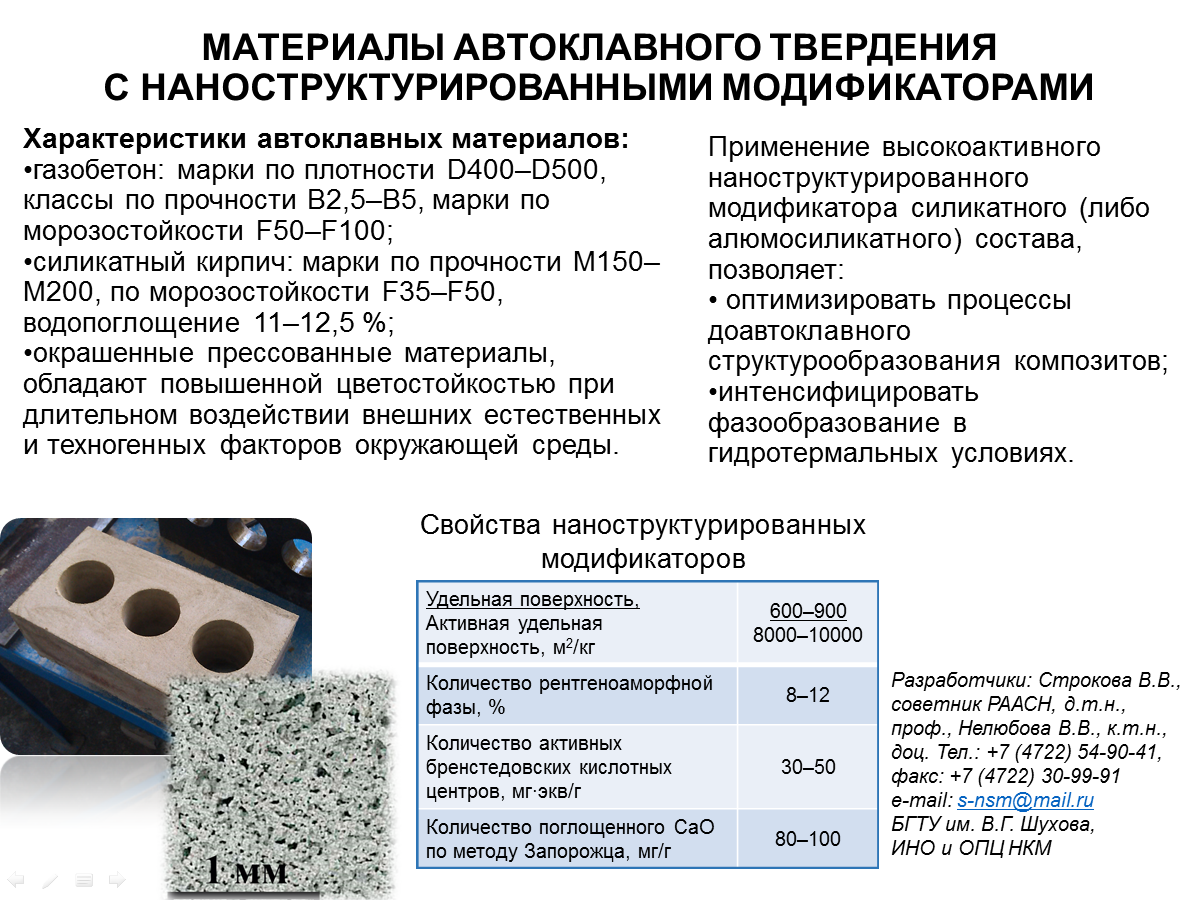
Что такое автоклавирование и для чего оно нужно
Автоклавирование обеспечивает ускоренное твердение бетона. Отличие стройматериала от аналогов – более высокая прочность.
Автоклавная обработка представляет собой процесс пропаривания в условиях высокой температуры окружающей среды и высокого давления. Он протекает в специальных металлических капсулах. Когда готовые блоки загружают в автоклав, давление составляет 0,8-1,3 Мпа, а температура поднимается до 175–191 С. До полного твердения проходит приблизительно 12 часов.
Автоклавный газобетон подвергается изменениям на молекулярном уровне. В результате обработки происходит образование нового минерала тоберморита. Он имеет уникальные свойства. Главная особенность, чем отличается автоклавный бетон от неавтоклавного, заключается в том, что первый является искусственно получаемым камнем, а второй – застывшим песчано-цементным раствором.
Газобетонные блоки автоклавного твердения имеют особые характеристики: состав, эксплуатационные особенности, физико-технические параметры. По большинству показателей автоклавный и неавтоклавный бетон различны.
Какой минерал образуется в газобетоне после автоклавирования
Разобравшись с технологиями производства, остается открытый вопрос: какой минерал образуется в газобетоне после автоклавирования? При финальной обработке синтезируется тобермарит – основной материал, обеспечивающий прочность и долговечность газобетона. Этот химический элемент представляет собой водный силикат кальция. В естественных условиях он встречается в карбонатных породах или же в качестве заполнителя пустот базальтовых залежей.




Искусственный аналог встречается не только в АГБ. Он играет ключевую роль при затвердевании бетонного тела. В отличии от газосиликатного соединения, он имеет иную химическую структуру. Образуется при контакте цемента с водой.
Производство
Производство автоклавного газобетона проходит в определенной последовательности:
- Песок и вода соединяются, после чего частицы измельчаются в песчаный шлам.
- Далее поэтапно вводятся остальные компоненты — цемент, известь, поваренная соль. Время смешивания длится 5 минут и готовый раствор заливается в подготовленную опалубку, поверхность которой смазывается маслом.
- В форме происходит основной цикл химической реакции с участием высокодисперсного алюминия. В результате водородной реакции образуются пузырьки, вспенивающие раствор и создающие пористую структуру, занимающую до 80% всего объема. Бетонная масса увеличивается в объем, заполняя всю форму.
- Время дозревания и отвердения длится примерно 2—3 часа.
- Застывшая масса разрезается промышленными струнами на блоки соответствующих размеров.
- Финальная стадия обработки включает пропаривание заготовок в автоклаве при температуре 180—200° и под давлением не выше 1,2 МПа. Процесс кристаллизации продолжается на протяжении 12 часов.
Для того чтобы изготовить неавтоклавный газоблок в домашних условиях обязательно потребуется бетономешалка. Перед приготовлением компоненты взвешиваются в отдельных емкостях: на одну часть пудры алюминиевой берется 50 частей воды и добавляется стиральный порошок. Получившаяся смесь тщательно перемешивается до тех пор, пока на поверхности не останется металлических частиц. При заполнении форм следует учитывать особенности геометрии неавтоклавного бетона. Когда внутри продукта начинается процесс пенообразования, поверхности, не ограниченные опалубкой, вздымаются. Поэтому в верхней плоскости образуется так называемая «горбушка», размеры которой могут достигать 7% от общего объема блока. Такое вздутие обязательно удаляется.
Повышенный спрос на искусственный камень привел к образованию национальной ассоциации производителей автоклавного газобетона. На профессиональном уровне решаются проблемы отрасли, связанные с производством газобетона. Разрабатываются современные требования к качеству строительного материала.
Что такое автоклавная обработка газобетона?
Автоклавная обработка – этап обработки газобетона высокой температурой (190°С) под большим давлением в течении 12 часов. Автоклавами называются металлические емкости, в которые помещаются разрезанные газоблоки.

Обработка автоклавом делается для следующих целей:
- ускорение твердения газобетона;
- повышение прочности;
- уменьшение усадки;
- улучшение однородности структуры;
- улучшение геометрии блоков.
Также автоклав меняет структуру газобетона на молекулярном уровне, образуя новый материал – тоберморит. Этот синтезированный камень обладает свойствами, которые невозможно получить в обычных условиях при стандартном давлении и температуре.
Повторимся, что неавтоклавный газобетон твердеет в естественных условиях, и для его производства дорогое и современное оборудование не требуется. Другими словами, многие производители штампуют газоблоки у себя в гаражах, что не внушает особого доверия.


А теперь более подробно разберемся в различиях газобетонов, и начнем мы с прочности.





