
Полезные советы и рекомендации
Для начала познакомьтесь с рынком сбыта. Желательно заранее найти покупателей, это убережет от того, что готовый товар будет простаивать.
Организовывайте свое предприятие весной, чтобы к тому моменту, когда начинаются обычно строительные работы, у ваз был запас готового продукта.
Если вы собираетесь производить неавтоклавный бетон до 10 метров кубических материала ежедневно, то на оборудование вы потратите около 200 000 тысяч, если от 25 — 30 метров кубических, то около 450 000 тысяч, если 75 — 150 метров кубических, то от 2 000 000 тысяч. Определитесь с тем, сколько продукта вы сможете реализовать в своем регионе. Из этих данных решайте, сколько необходимо производить.
Создавать организацию по производству газобетона выгодно. Начинающему предпринимателю нужно расширить свои познания в этой области. Выполняйте все инструкции бизнес плана перед открытием предприятия. Правильно организовав проект, вас ждет успех!
Цена оборудования
Где и по какой цене можно купить хорошее оборудование для производства газосиликата? Остановимся на этом вопросе поподробнее:
Виброситодля просеивания песка. Подойдут недорогие варианты, занимающие мало места, такие как: вибросито ВО-1, производства Авер-Иркутск, мощностью 0,25 кВт – 320$, вибросито ВО-01, ООО «Строительное оборудование» — 370 долл., вибростол ВС-250, Строймашсервис-Дон – 575$, вариант без вибратора, Стройтехнополис – 125 долларов, машина от Элси-строй – 520$, ВИБРОМАШ ВО-1, Дельта-инжиниринг – 450 долларов;Шаровая мельница.
Уралмаш МШЦ-210*3000 – 1740 долларов, Уралмаш МСЦ-3600*4500 – 1740$, мельница шаровая МШМП-0.8 – до 5750 долл., мельница от ЗАО Паритет сухого помола – 3710 долларов; ЗАО Паритет мокрого помола – 3310$;Дозаторы. Бункер — дозатор БД-30 от Златоустовского завода бетоносмесительного оборудования – 5750 долл., Бункер дозатор для бетоносмесителя от НПО КСК – 1130 долларов;Бетоносмеситель. Варианты от компаний: Комплект-ЮГ – 90$, Б 130 «Энтузиаст» — 180 долл., Афалина Челябинск – 225 долларов, TOR 46л.

От Торгового дома ТОР – 125$;Формы. Металлические кассетные формы для ячеистого бетона из Красноярска, компания ГК ТСК – 185 долларов, Металлическая кассетная форма Строй механика Киров – 315$, форма «Стандарт-1», на 36 блоков – 350$;Автоклав. Машина производства «УралЦентрКомплект» Аг-1200 тз – 43 550$, автоклав проходной АП 1,2 – 2*17, производства «Стройкомплекс Брик» — 26 135 долларов.
Для сравнения цен и технических характеристик производственных машин, рекомендуется изучить и зарубежный рынок
Особое внимание советуем обратить на технику из Китая. Такое оборудование для производства газосиликата отличает широкий ассортимент и доступная цена
Дополнительные конструкции
Дополнительные конструкции помогают завершить процесс, используются на разных стадиях. Применяются они для производства сжатого воздуха и формирования блоков готового материала.
Компрессор
Применяют при создании смеси из бетона, компрессор выдавливает ее из бетономешалки. Назначение этого элемента – подача воздуха под давлением.
При выборе компрессора нужно уточнить для какого вида оборудования он предназначен. Мощности должно хватать под конкретную установку, которой планируется пользоваться.
Разновидности компрессоров:
- роторно-винтовые;
- роторно-пластинчатые;
- поршневые.
Значение имеет объем ресивера, то есть сколько сжатого воздуха может удерживать компрессор, измеряется в литрах. От него зависит стоимость компрессора и длительность его работы. Также при покупке важна производительность аппарата.
Минимальная допустимый показатель – 0,2 -0,5 м.куб/мин (от 200 л/мин.), давление при этом составляет 5-6 атм.

Производитель не имеет принципиального значения, оборудование относится к разряду простых. Наиболее популярные бренды те же, что производят установки: ГК Метем, «Строй-Бетон».
Формы
Пеноблоки изготавливаются поштучно, масса либо разливается по формам, либо режется. Во всех случаях требуется форма, куда будет заливаться пенобетон. Единственная причина, где не требуется наличие форм – создание пола. В этом случае материал заливают напрямую в опалубку.
Отличия форм для пеноблока:
- Материал изготовления. Древесина используется для первых запусков, поверхность неравномерная, пенобетон частично впитывается в нее. Лакированная фанера – один из лучших вариантов, стойко выдерживает давление. Пластик применяют преимущественно для пазогребневых блоков или для штучного производства. Металл – наиболее подходящий вариант для серийного производства.
- Толщина стенок (рассчитывается в мм).
- Размеры (большие, маленькие, пазогребневые блоки).
- Разница в конструкции. Разборные формы удобнее хранить, некоторые из них позволяют заливать блоки разных размеров, если собрать их иначе. Цельные используются для небольших размеров или в частном производстве.
При покупке форм б/у необходимо уточнить совпадение элементов и отсутствие щелей между ними. Чаще всего продают их по причине наличия зазоров, что приводит к проникновению пенобетона в соседние пазы и слиянию блоков.

Формы для производства
Способ распалубки влияет на то, какие формы производства ячеистого газобетона существуют:
- Разборные. Залитую в такие формы массу можно объединить, просто убрав борта. Они собираются на пустых паллетах. Большая часть работы с формами проделываются вручную, но это увеличивает затраты на оплату труда.
- Колпачные. Такие формы можно снять только с уже застывших блоков. Снятие проводится механическими аппаратами. Их каркас литой и не может разбираться. Процесс производства такие формы ускоряют, но также требуют минимального ручного труда.
После удаления готовых блоков из любой по виду тары ее надо почистить и хорошенько смазать, перед тем, как запускать новую партию.
Поиск каналов сбыта газобетона
Самый сложный этап организации бизнеса – это поиск каналов сбыта газоблоков. Чтобы производство заработало в полную силу, нужно постоянно продавать продукцию. Найти покупателей не так просто – большинство компаний-застройщиков уже сотрудничают с другими поставщиками строительных материалов.
Рекламировать свою продукцию можно разными способами:
- расклеить объявления на въезде в строящиеся коттеджные посёлки, на выезде из города;
- дать рекламу в газеты;
- разместить объявления о продаже газобетона на бесплатных и платных площадках в интернете;
- связываться напрямую с застройщиками и предлагать им продукцию по выгодной цене;
- создать сайт и продвигать его.
Особенность бизнеса – сезонность. Спрос на строительные материалы возрастает в тёплое время года. Этот фактор нужно учитывать при организации. Хорошо, если запуск производства придётся на конец февраля – начало марта. Тогда в распоряжении предпринимателя будет достаточно времени для наработки постоянных заказчиков.





Особенности автоклавирования газобетонных блочных изделий
Если в состав оборудования, которым оснащен завод газоблоков, входит автоклавная камера, то продукция автоклавного твердения намного превосходит по показателям качества изделия, изготовленные по неавтоклавной методике. Усадка автоклавных блоков в процессе эксплуатации не превышает 0,5 мм/м, тогда как аналогичный показатель для неавтоклавных стеновых блоков доходит до 5 мм/м. Предел прочности на сжатие автоклавных газобетонных материалов достигает 3,2 МПа, для неавтоклавных материалов – не более 1,0 МПа. У газоблоков автоклавного твердения устойчивая однородная структура, что предопределило их эксплуатационные свойства как универсального строительного материала. Стеновые постройки толщиной 375-400мм, возведенные из газобетонных изделий, неплохо себя зарекомендовали в российских погодных условиях без дополнительного утепления.
Принцип автоклавирования ячеистого стройматериала заключается в размещении уже отформованных изделий в автоклаве, в котором блоки длительное время будут находиться под воздействием повышенного давления (до 1,2 МПа) и проходить обработку водяным паром при температуре 190-191 град. Ц. Подобные условия инициируют реакции, укрепляющие структурную плотность материала и повышают его прочность.
Соблюдение законодательства и квалифицированный персонал
Машины и механическое оборудование должны соответствовать местным законодательным требованиям практически во всех регионах продаж. Это относится к безопасности на рабочем месте, защите окружающей среды, энергоэффективности и используемой технологии строительства. Кроме того, строительные изделия, изготовленные на машинах, должны быть одобрены на месте
Особое внимание уделяется безопасности и защите от холода, жары и шума
Поиск квалифицированного персонала или средств для обучения персонала на производственной площадке имеет большое значение для инвестора. Это в равной степени относится и к рабочим, и к техническому руководству, и к персоналу администрации и продаж.
Технологии
Существуют два способа получения материала: с автоклавной обработкой и без нее. Первый метод обеспечивает большую прочность и значительно сокращает сроки изготовления, так как газобетон набирает проектной мощности за 12 часов.
Автоклавная
На первом этапе подготавливают сырье: перемалывают песок с гипсовым камнем, подготавливают воду – она должна быть очищена и нагрета до 40 С, прогревают другие ингредиенты при необходимости: температура смеси в смесителе должна достигать 35 С.
С помощь дозаторов загружают по очереди шлам, воду, вяжущее – портландцемент, известь, вместе с ПАВ и какими-либо другими добавками. В последнюю очередь после первичного перемешивания в течение 1–2 минут, добавляют алюминиевую пудру или пасту.
Металлический алюминий вступает в реакцию с цементным или известковым раствором – по сути, раствором гидроксида кальция, с получением алюминатов кальция и большого количества водорода. Последний, распространяясь по массе бетона, и образует огромное количество мелких пор.
- Собственно вспучивание происходит уже после смешивания, в формах. Объем газобетона при этом сильно увеличивается. Схватывание цемента происходит весьма быстро, поэтому газобетон сначала режется, а только затем уже в виде готовых блоков отправляется в автоклав.
- В автоклаве в условиях повышенной температуры, давления и влажности происходит второй ряд реакций: взаимодействие гидроксида кальция и оксида кремния, где в результате получают двухосновные гидросиликаты. Их появление и обеспечивает стремительный набор прочности, которым и славится газобетон.
- При снижении давления и температуры из блока испаряется вода. Поэтому готовый продукт практически не нуждается в сушке.
Процесс производства автоклавного бетона на заводе запечатлен в этом видео:
Неавтоклавная
Производственная линия исключает этап автоклавирования, в остальном являясь идентичной. Так как, именно использование автоклава составляет наибольшие расходы при изготовлении, такая линия намного дешевле и по стоимости, и в обслуживании.
- Чтобы достигнуть такой же или приблизительной прочности автоклавного газобетона, в исходное сырье добавляют специальные добавки: дисперсно-армирующие волокна – стекловолокно, например, микрокремнезем и другие.
- После смешивания газобетон заливают в металлические формы, где он вспучивается и застывает. Распалубной прочности он достигает через те же 150 мин, после чего нарезается по размерам и сразу же отправляется на склад. Окончательное затвердение происходит в обычных условиях естественным порядком.
Такой материал не только менее прочен, но и дает большую усадку – до 2–3 мм/м против 0,3 мм/м у автоклавного газобетона. Частично эта проблема решается за счет использования полиамидных армирующих волокон.
Поговорим про оборудование для производства автоклавного и неавтоклавного газобетона, узнаем и о технологии изготовления своими руками такого материала.
Изготовление неавтоклавного газобетона рассмотрено в видео ниже:
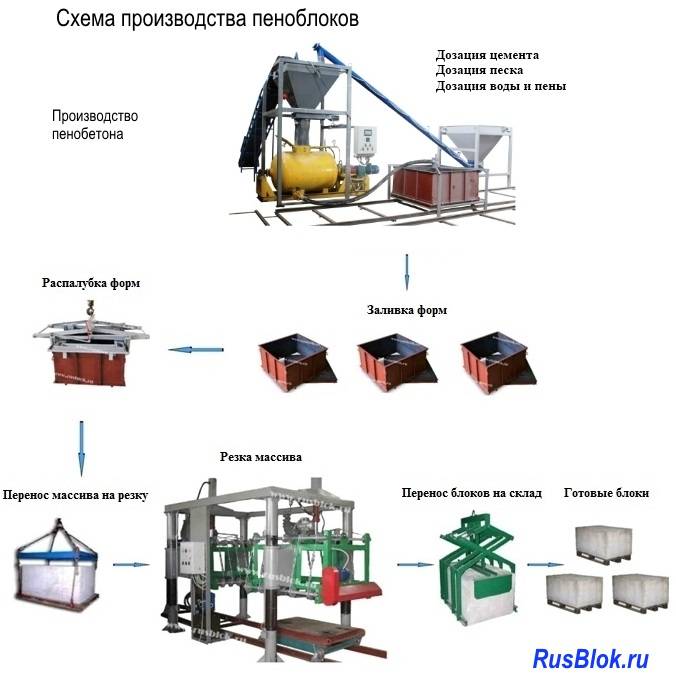
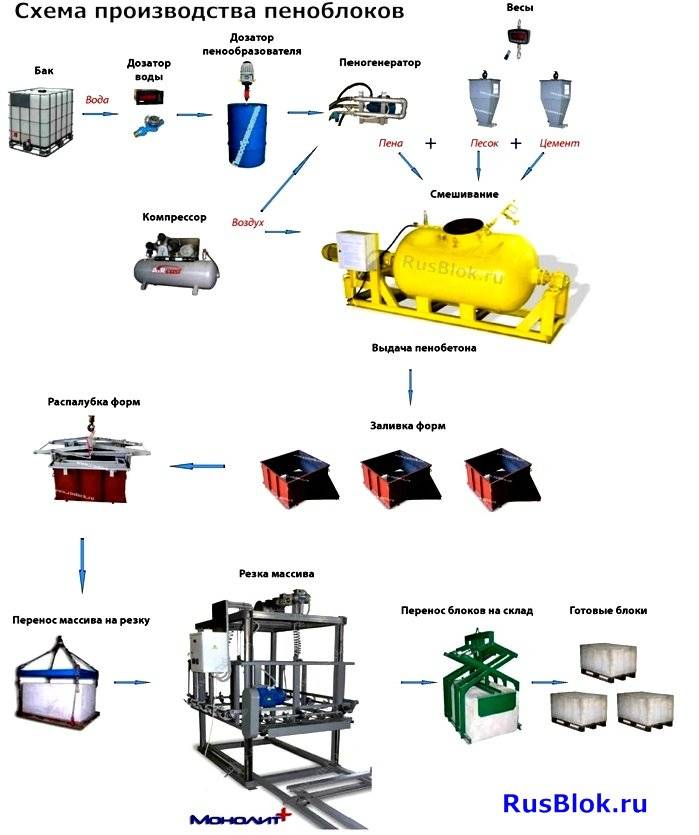
Основные этапы изготовления
Производство газобетонных блоков возможно двумя способами – автоклавным и естественной сушкой. Во втором случае характеристики готовых изделий несколько ниже, однако они отвечают требованиям безопасности и не влияют не качество строительства.
Технологический процесс включает:
- Подготовку сырья.
- Составление смеси.
- Разливку по формам.
- Порционирование блоков.
- Сушку.
- Упаковку.
На первом этапе отбирают компоненты в необходимом количестве в соответствии с технологической инструкцией. Затем загружают их в смесительное отделение производственной линии. Здесь сырье превращается в однородную массу.
Затем перемешанное сырье поступает на обогащение газом. После окончания процесса газообразования полуфабрикат подсушивается в термокамере или в естественных условиях.
До окончательного затвердевания специальные стальные струны разрезают заготовку на блоки нужного размера.
Далее следует сушка на поддонах или в автоклаве.
Технология
Группа бетонных изделий характеризуется ячеистой структурой. Пузыри газа занимают до восьмидесяти пяти процентов объема, что позволяет готовым блокам иметь легкий вес.




Исходное сырье замешивается в бетономешалке на протяжении пяти минут, после этого в массу добавляется водная суспензия алюминиевого порошка, которая реагирует с известью. В процессе вырабатывается водород, образующий многочисленные поры, равномерно пронизывающие материал.
Как только добавился алюминиевый порошок, масса выливается в специальные емкости из металла, и вспучивание происходит уже там. Чтобы ускорить процесс реакции, схватывания и затвердевания, полуфабрикат подвергают нагрузке вибрационного характера. С массы, начинающей твердеть, проволочной струной удаляют неровные места, оставшееся в форме сырье разрезают на куски нужных размеров. Производство газоблоков продолжается в автоклавной установке, после чего изделия калибруются на фрезерных установках.
Применение автоклавного оборудования в технологии производства газобетона занимает особое место, так как свойства материала улучшаются. Сформированный и поделенный на отдельные блоки газобетон отправляется в автоклавные установки и подвергается двенадцатичасовой обработке водяными парами.
Такой способ изготовления позволяет получать материал, практически не дающий усадку, отличающийся однородностью структуры, обладающий хорошими показателями по шумоизоляции и сохранности тепла.
Второй вариант изготовления газобетона – неавтоклавный способ. Полное затвердение происходит в обычных условиях, высокотехнологичное оснащение для изготовления не требуется. В таком случае появляется возможность сделать газоблоки самому.
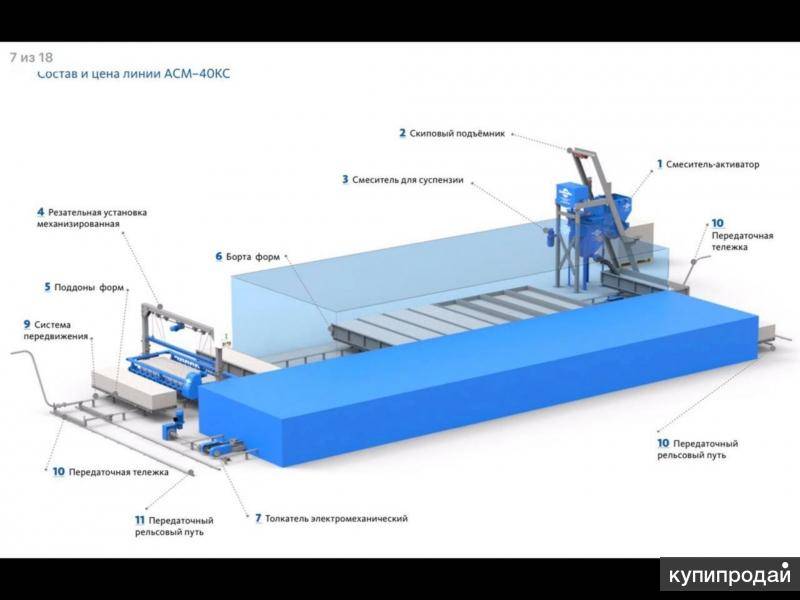
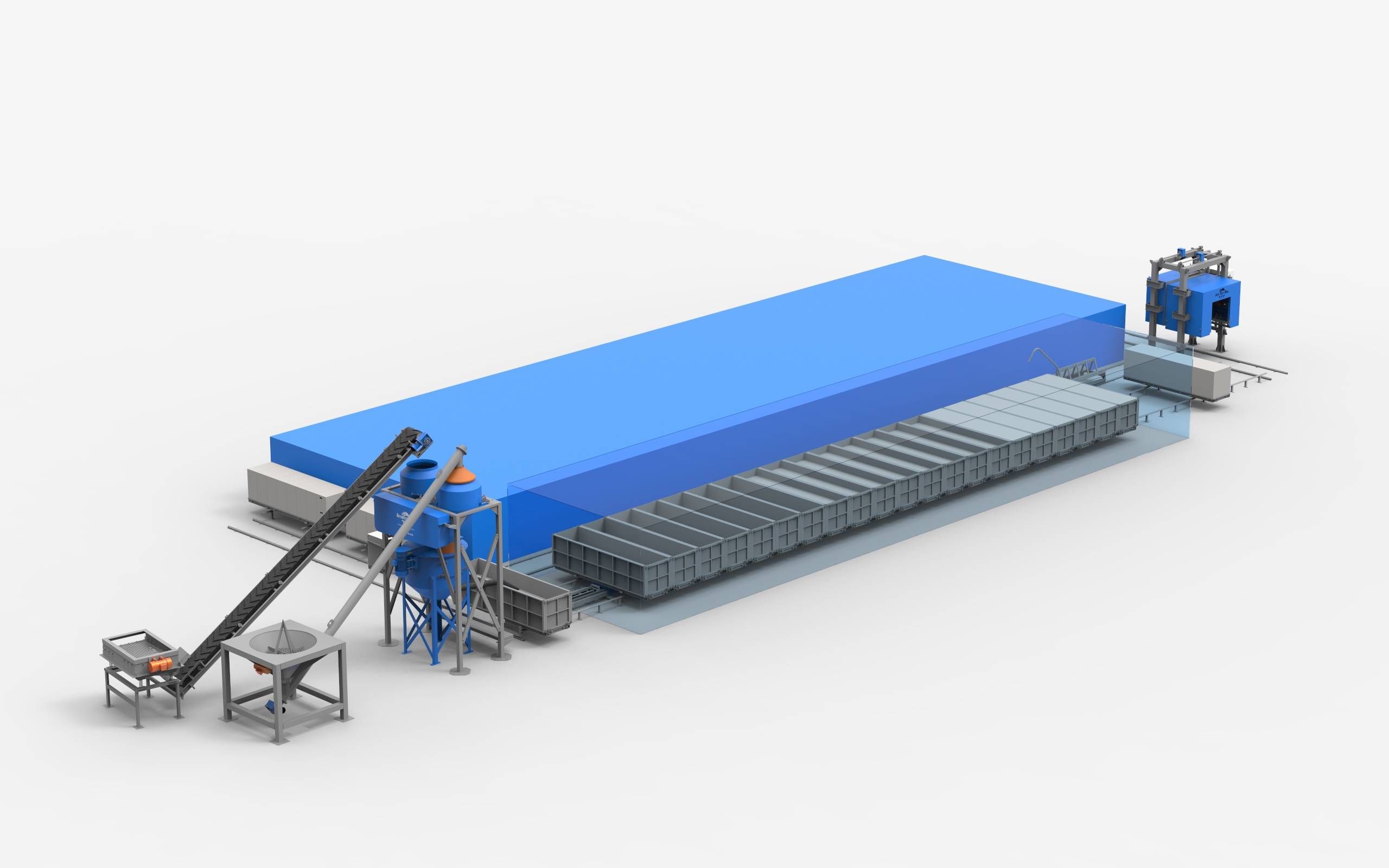
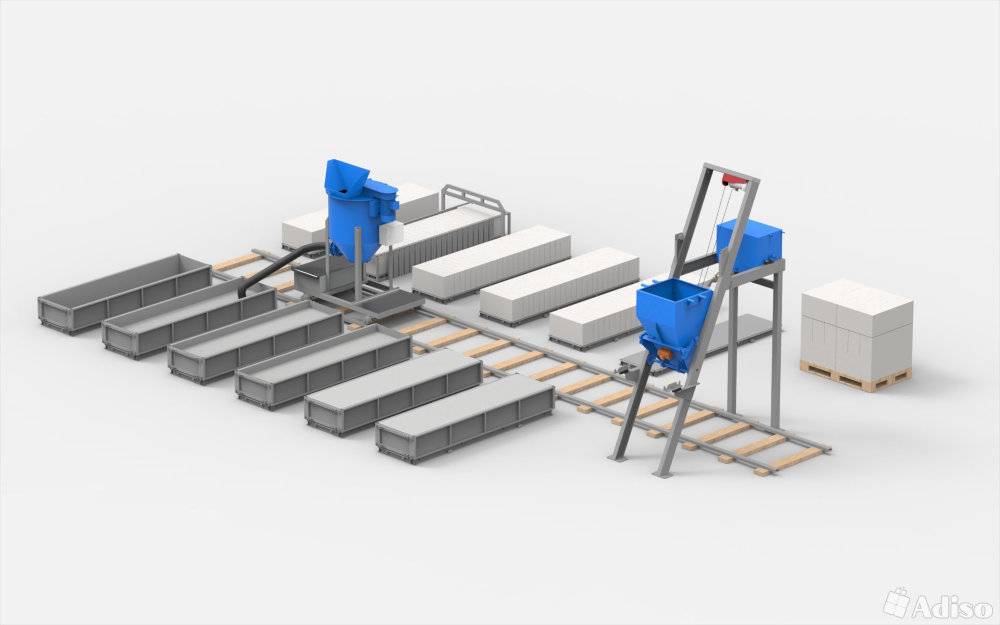
Оборудование и технология
Существует несколько вариантов вида линии для производства газобетонных блоков в зависимости от объемов и условий размещения.
- Стационарные линии. Размещаются для выработки от 10-50 м3 блоков в сутки. Для работы такого оборудования необходимо 1-2 работника.
- Линии по типу конвейера. Выпускают около 150 м3 в сутки, что обеспечивает регулярные большие объемы продукции.
- Мобильные установки. Используются для самостоятельного изготовления блоков из газобетона в любом месте, в том числе непосредственно на строительной площадке.
- Мини-линии. Это автоматизированный комплекс для производства до 15 м3 в сутки газобетонных блоков. Сама установка занимает около 150 м2. Для работы линии необходимо 3 человека.
- Мини-завод. Эта линия способна обеспечить выработку газоблоков до 25м3. Также необходим труд 3 рабочих.

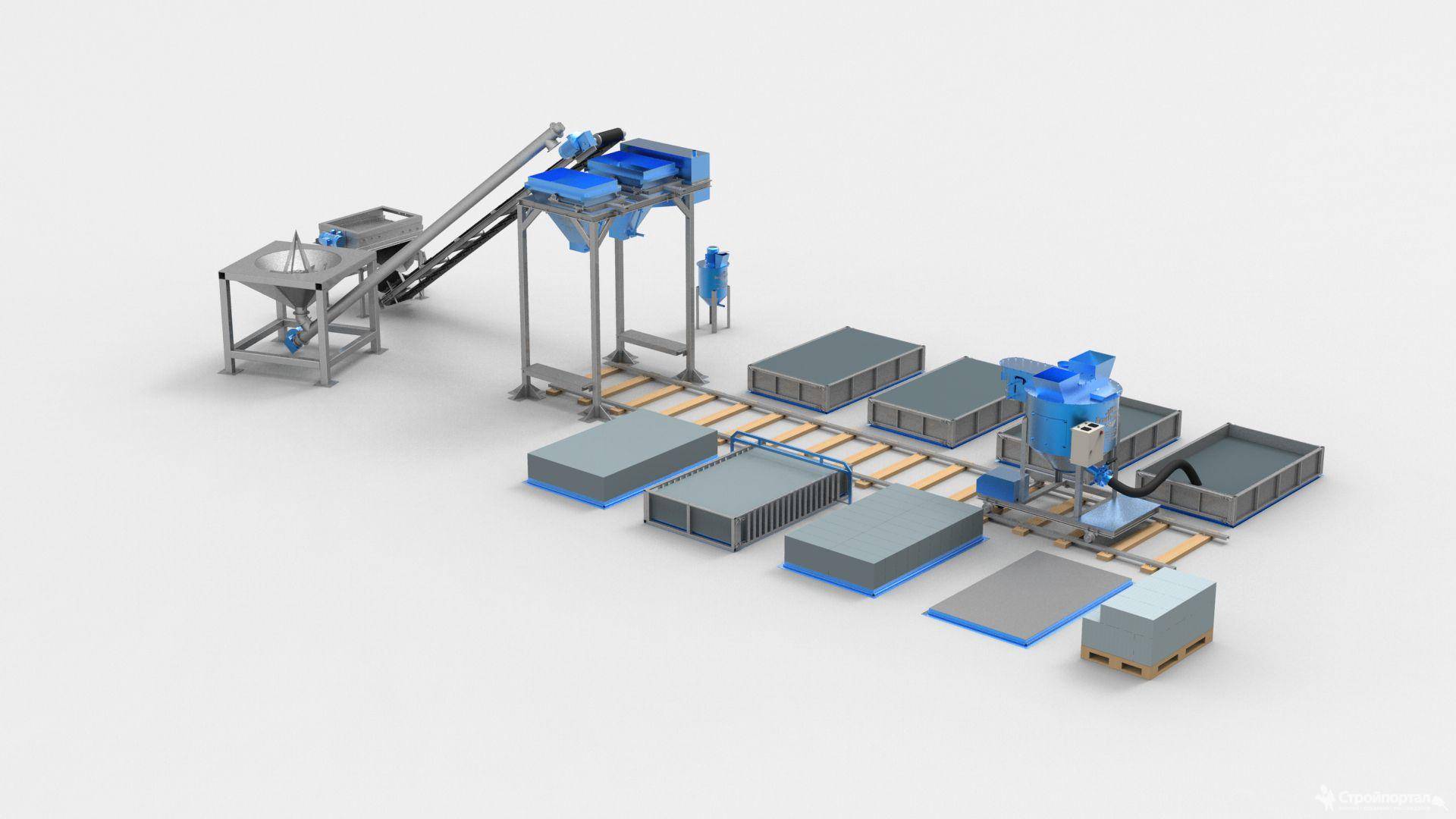
Наиболее выгодным и надежным считается стационарное оборудование, так как все тяжелые этапы здесь автоматизированы и ручной труд необходим не постоянно. В этих линиях используется передвижной смеситель, специальный комплекс для подготовки и хранения раствора, нагрева воды и конвейер для подачи компонентов к дозатору. Стационарные линии производительны (до 60 м3 готовых блоков в сутки), но требуют для установки большие площади (около 500 м2) и очень дороги.
Конвейерные линии реализуют принципиально иную модель производства – дозатор и смеситель газобетона не двигаются, перемещаются только формы. Процесс полностью автономен, но из-за высоких показателей производства обслуживать такой процесс самостоятельно будет затруднительно – потребуются силы 4-6 человек. Размещается на площади от 600 м2, его стоимость стартует с 3000000 рублей. Такой вариант подходит для тех, кто планирует производить блоки с целью их дальнейшей продажи.


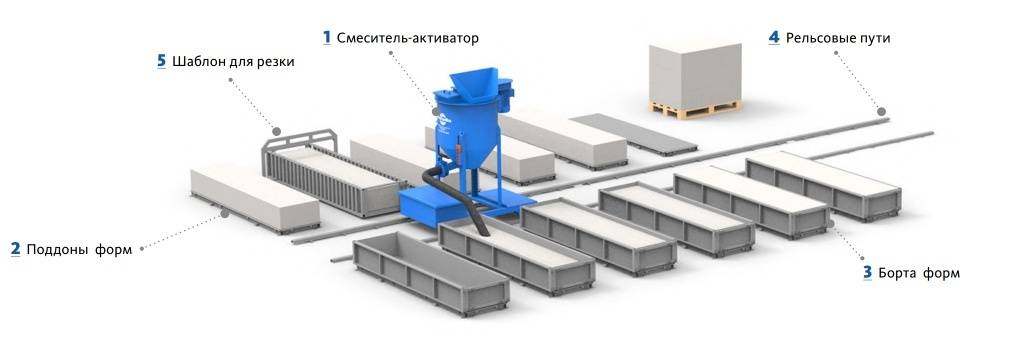
Мобильные линии являются оптимальным вариантом для самостоятельного производства блоков для индивидуального строительства. Основное преимущество – компактность оборудования, станок занимает всего 2х2 м2. Его можно разместить в любом удобном месте: на строительной площадке, в гараже и даже дома. Состоит линия из компактного смесителя, компрессора и соединительного рукава, который позволяет наполнять несколько форм сразу. Обслуживается оборудование силами одного человека. Цены на мобильные установки не превышают 60 тыс. рублей и потребляют сравнительно мало электроэнергии.


Мини-линии могут быть стационарного и конвейерного типа. Такие заводы производят российские компании «Иннтехгруп», «Кировстройиндустрия» и «Алтайстроймаш». Комплектация разных изготовителей может немного отличаться, но основные компоненты (смеситель, станок для резки блоков и формы) есть у всех моделей. Могут занимать площадь от 10 до 150 м2. Также необходимо будет организовать отдельное место для просушивания газоблоков. Мини-заводы очень часто выступают стартовой площадкой для тех, кто решил изготавливать и продавать блоки из газобетона. Большинство отечественных производителей данного оборудования не комплектуют его автоклавами. Однако, на первых этапах можно обойтись и без него. Он позволяет значительно сократить время просушки блоков и увеличить суточную выработку завода.


Технология изготовления
Несмотря на название, сама технология производства газобетона довольно простая и состоит она из нескольких частей.
Основная часть технологий
Характерной чертой представителей этой группы бетонов является их ячеистая структура. Пузырьки газа занимают в них до 85% объема, поэтому все ячеистые бетоны имеют довольно малый объемный вес.
Все исходные материалы для газобетона (воду, известь, цемент и кварцевый песок) размешивают в газобетоносмесителе в течение 4-5 минут готовится смесь, затем в неё добавляют в небольшом количестве водную суспензию алюминиевой пудры, которая вступает в реакцию с известью. Продуктом реакции является водород, который и образует в сырьевой массе огромное количество пор (пузырьков) размером от 0,5 до 2 мм, которые равномерно пронизывают весь материал.
Сразу же после добавления этой алюминиевой пасты смесь переливают в специальные металлические емкости (см. выше установку), в которых и проходит само вспучивание. Для ускорения данных химических реакций, а также схватывания и твердения полуфабрикат подвергают вибрационным нагрузкам. После того как газобетон достигает стадии предварительного своего затвердения, с верхушки застывшей смеси проволочными струнами срезают неровности, а оставшуюся массу берут и разрезают на блоки равного размера. Полученные газобетонные блоки проходят тепловую обработку в автоклаве (см. ниже). Затем полученные блоки калибруют благодаря специальной фрезерной машины.
Автоклавная обработка газобетона
Автоклавирование материала является важным этапом, который улучшает свойства газобетонных блоков. Уже сформированные и разрезанные на блоки газобетон помещают в специальные автоклавные камеры, в которых они в течение 12 часов в условиях повышенного давления (12 кг/см²) обрабатываются насыщенным водяным паром при температуре 190°С.
Газобетон автоклавного твердения является более прочным, дает значительно меньшую усадку, имеет более однородную структуру, а также может применяться в различных областях строительства в качестве основного строительного, звукоизолирующего и теплоизолирующего материала. Коэффициент теплопроводности автоклавного газобетона – 0,09-0,18 Вт/(м·°С). Благодаря такой теплопроводности газобетонных изделий в российских климатических условиях можно (за исключением северных районов) возводить однорядные стены толщиной 375-400 мм, которые не требуют дополнительного утепления.
Газобетон можно изготавливать и неавтоклавным методом. В таком случае затвердение происходит в естественных условиях. Для такого производства уже не будет требоваться современное высокотехнологичное оборудование, поэтому его можно производить даже своими руками в домашних условиях, но он будет менее прочен. Усадка неавтоклавных газобетонных блоков при эксплуатации составляет 3-5 мм/м, в то время как автоклавных – 0,3-0,5 мм/м. Прочность автоклавного – 28-40 кгс/ м², неавтоклавного – 10-12 кгс/м².
Обычный газобетон производится существенно реже, чем автоклавный, но опять же его можно делать в домашних условиях, т.к. не требуется никакого сложного оборудования для этого.
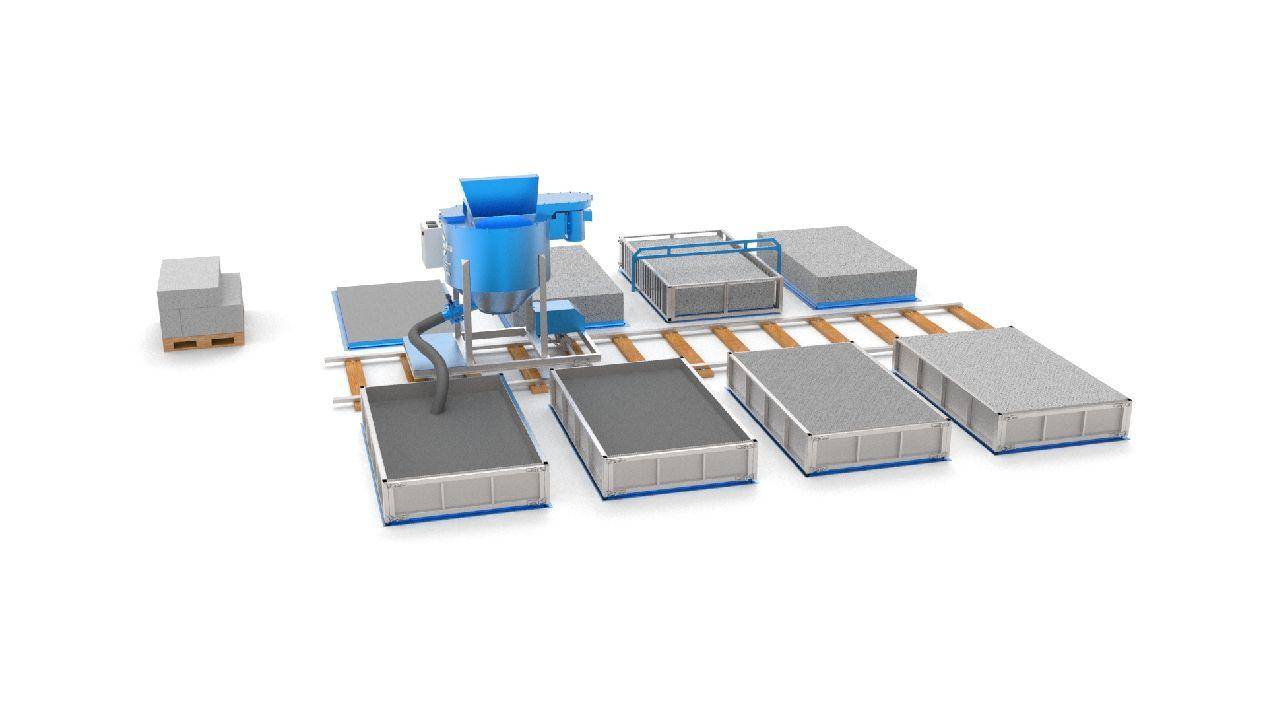
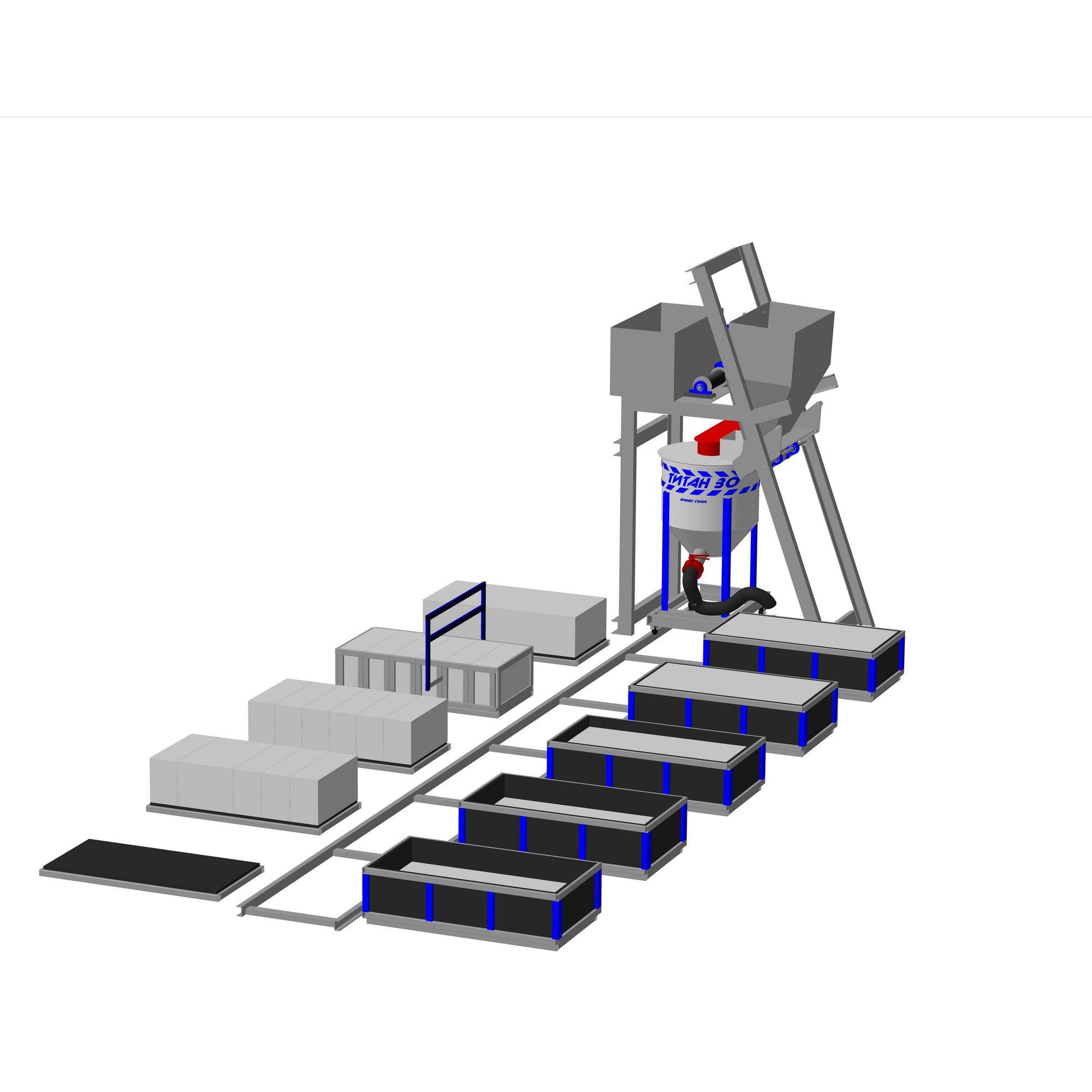
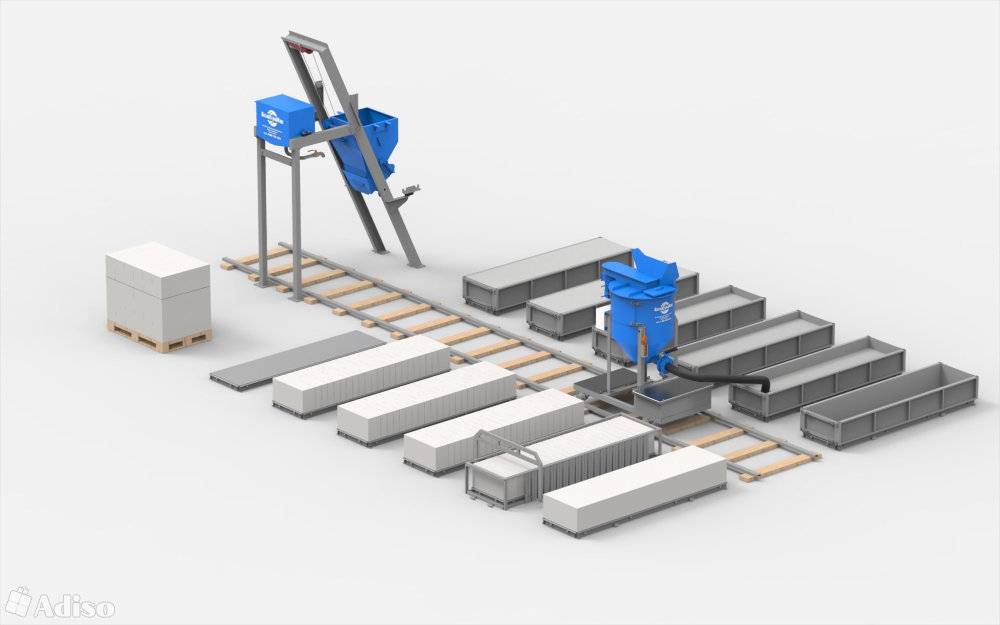
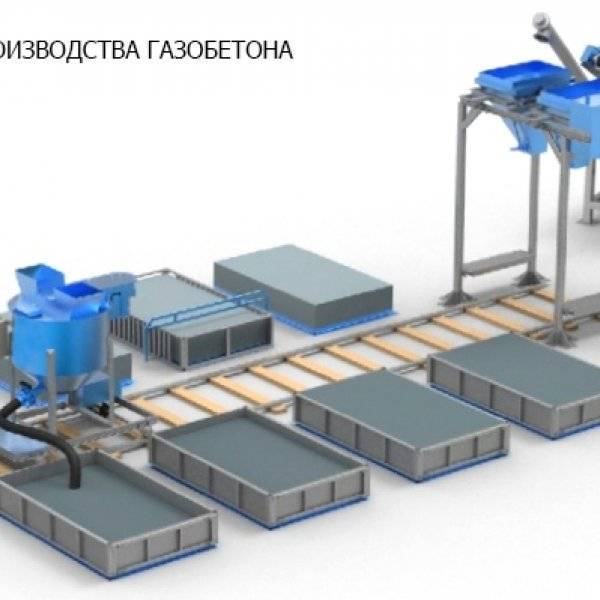
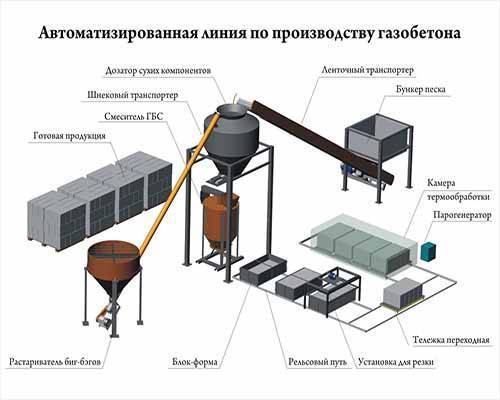
Оборудование для производства газосиликата
Поскольку производство автоматизировано, оно предусматривает использование множества устройств и механизмов. Все они отвечают за реализацию определенного этапа технологии.
Главными модулями оборудования являются:
- система дробления материалов – состоит из бункера для песка, шаровой мельницы, ленточного конвейера, дробилки, элеватора, газобетоносмесителя, электронных весов для отмеривания алюминиевой пудры и т. д.
- система заливки – включает в себя заливочный смеситель, платформу перевода, систему распределения газа и др.
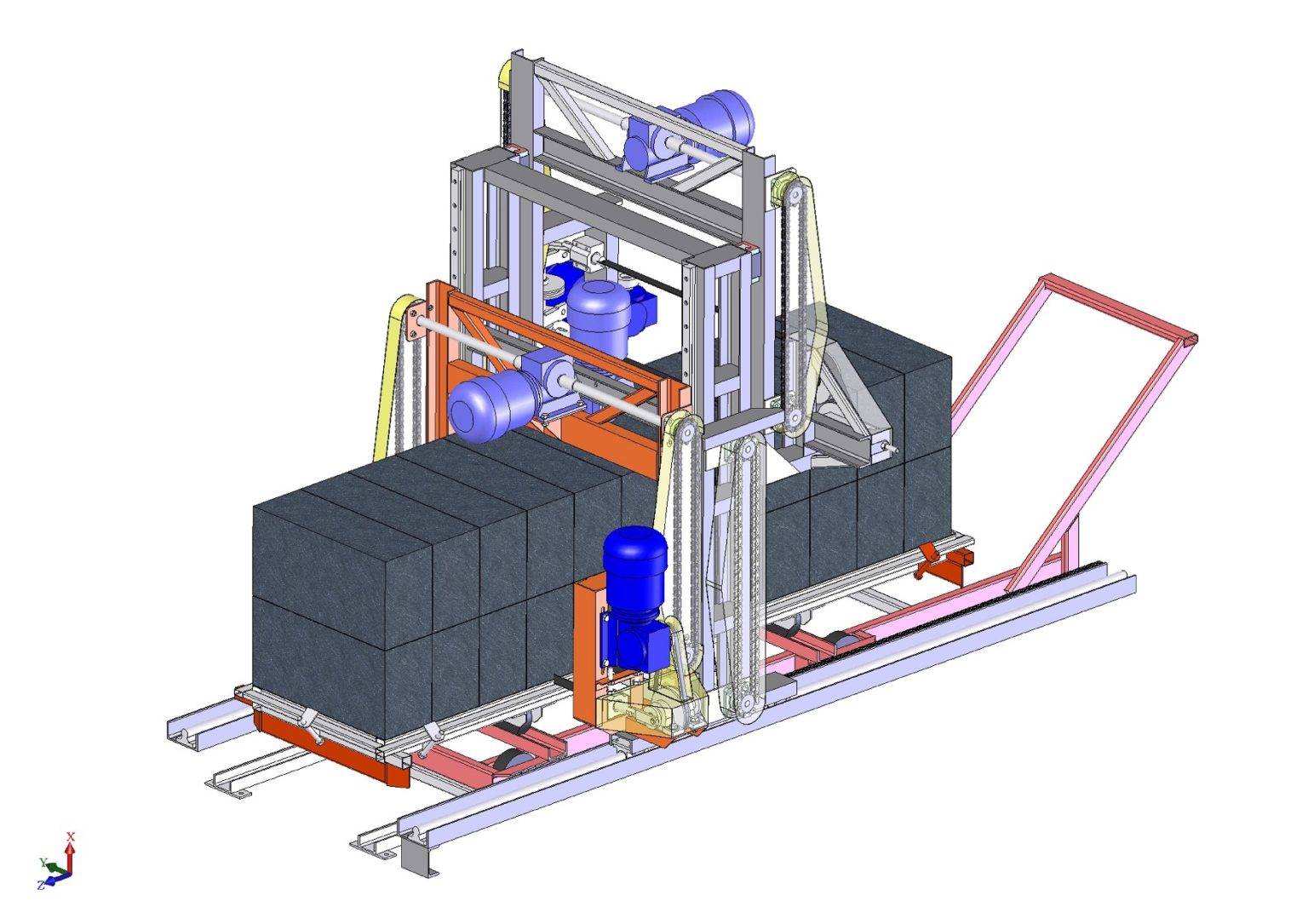
- система резки – состоит из режущей рамы со струнами и ножами, захвата для переворачивания массива и т. д.
- система набора прочности – включает в себя автоклав, рельсы, паровой котел и пр.
- система упаковки – включает в себя кран-делитель, устройства для точных измерений, гидравлические колодки и т. д.
Все модули управляются при помощи процессорного устройства, которое координирует их работу и задает требуемые параметры.
Что такое газобетон, его технические характеристики

Газобетон – это одна из разновидностей ячеистого бетона. Строительный материал представляет собой искусственный камень с пористой структурой. Поры равномерно распределены по всему объёму и имеют округлую или овальную форму. Их диаметр не превышает 3 мм.







По технологии изготовления газобетон классифицируется на 2 вида:
- автоклавный;
- неавтоклавный.
Материал применяется при строительстве жилых и нежилых объектов. Чаще всего из него строят стены и перегородки. Армированный газобетон используется для изготовления перекрытий.
В состав материала входит:
- цемент;
- песок;
- известь;
- гипс;
- мелкодисперсный металлический алюминий;
- зола;
- шлак.
Рассмотрим технические характеристики газобетона:
- Длина изделий – 62,5 см, высота – 25 см. Ширина может быть разной – от 10 до 40 см.
- Благодаря пористой структуре материал имеет небольшой вес – масса 1 м2 составляет 600–800 кг.
- Теплопроводность газобетона отличается в зависимости от марки и колеблется в пределах значений 0,048–0,28 Вт.
- Усадка материала – 0,5 мм/1м.
- Морозостойкость в 2 раза выше, чем у кирпича – более 70 циклов.
- Газобетон не подвержен горению.
Преимущества и недостатки газобетонных блоков
Газобетон – относительно «молодой» материал, на строительном рынке он применяется около 80 лет. Однако он уже успел завоевать популярность благодаря своим преимуществам:
- высокой экологичности;
- огнестойкости;
- низкой плотности и, как следствие, небольшому весу;
- лёгкости в обработке;
- высокой скорости возведения конструкций;
- отличным теплоизоляционным свойствам;
- невысокой стоимости.
Газобетон как строительный материал не лишён недостатков. Он хрупкий – при транспортировке или кладке блоки могут сломаться. Ещё один минус – высокая водопоглощающая способность. Стены, построенные из газобетона, придётся защищать от влаги. Конструкции из этого материала быстро нагреваются и остывают. Известь, входящая в состав, оказывает разрушающее воздействие на металлические детали, которые используются в строительстве.
Типы и технология производства материала
Газобетон производят двумя способами – автоклавным и неавтоклавным. В первом случае блоки помещают в специальную печь, где они быстро затвердевают при высокой температуре. Во втором случае изделия сушатся естественным способом в течение нескольких дней. По качественным характеристикам газоблоки, полученные неавтоклавным способом, уступают изделиям, прошедшим термообработку в печи.
Технологический процесс включает следующие этапы:
- подготовка сырья;
- приготовление смеси в дозаторно-смесительной машине;
- заливка массы в формы;
- резка блоков на изделия нужного размера;
- обработка в автоклаве;
- упаковка готовых газобетонных блоков.
Сначала сырьё – портландцемент, песочный шлам, известь, вода и вяжущие компоненты загружаются в дозаторно-смесительное отделение. Компоненты в нужной пропорции смешиваются и превращаются в однородную массу.
Далее масса поступает в форму, где и происходит интенсивное газообразование в результате химической реакции. Когда процесс активного газовыделения прекращается, формы выдерживают при комнатной температуре или в термокамере до достижения прочности сырца 0,04–0,12 МПа. Затем формованные изделия поступают на резательный комплекс. Здесь с помощью специальных стальных нитей или струн плита разрезается вдоль и поперёк на изделия нужного размера.
После резки блоки транспортируются на автоклавных тележках в печь. После полной её загрузки изделия подвергаются обработке при температуре 190 градусов и давлении около 12 атмосфер. Внутри печи поддерживается определённый режим влажности. Готовые изделия выгружают из автоклава после плавного снижения давления. Газобетонные блоки поступают в упаковочное отделение и отправляются на склад готовой продукции.
При производстве газобетона неавтоклавным методом смесь в формах затвердевает естественным путём, без применения печей. Для улучшения свойств материала, полученного таким методом, в состав смеси обязательно включают модифицирующие добавки.





