
Технология изготовления
Несмотря на название, сама технология производства газобетона довольно простая и состоит она из нескольких частей.
Основная часть технологий
Характерной чертой представителей этой группы бетонов является их ячеистая структура. Пузырьки газа занимают в них до 85% объема, поэтому все ячеистые бетоны имеют довольно малый объемный вес.
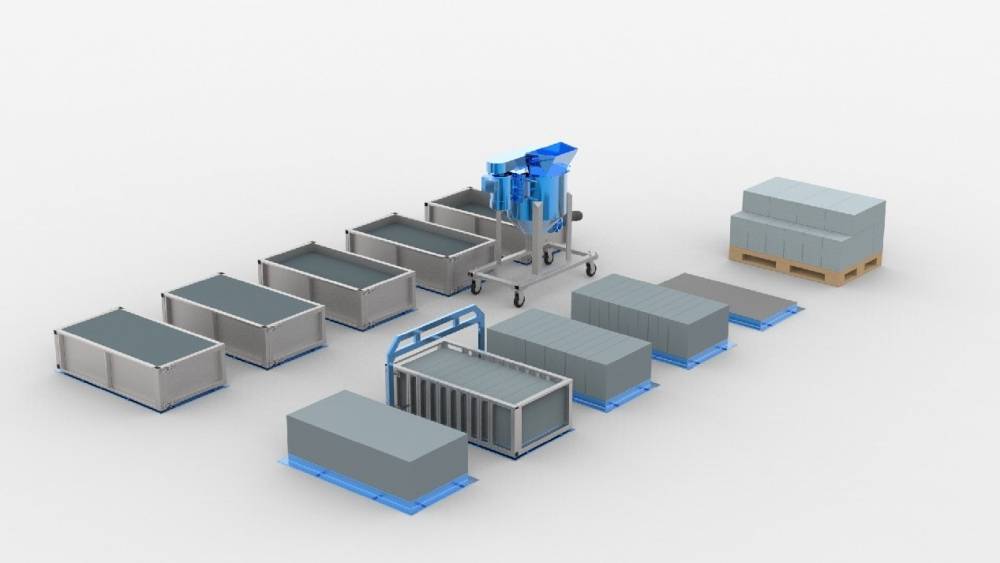
Все исходные материалы для газобетона (воду, известь, цемент и кварцевый песок) размешивают в газобетоносмесителе в течение 4-5 минут готовится смесь, затем в неё добавляют в небольшом количестве водную суспензию алюминиевой пудры, которая вступает в реакцию с известью. Продуктом реакции является водород, который и образует в сырьевой массе огромное количество пор (пузырьков) размером от 0,5 до 2 мм, которые равномерно пронизывают весь материал.
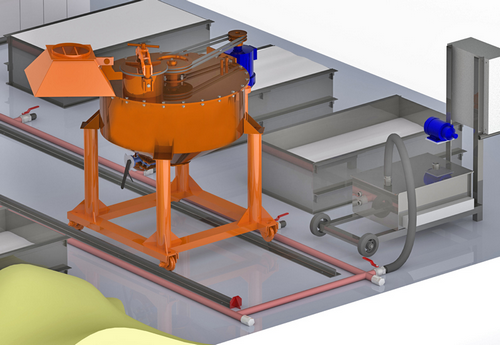
Сразу же после добавления этой алюминиевой пасты смесь переливают в специальные металлические емкости (см. выше установку), в которых и проходит само вспучивание. Для ускорения данных химических реакций, а также схватывания и твердения полуфабрикат подвергают вибрационным нагрузкам. После того как газобетон достигает стадии предварительного своего затвердения, с верхушки застывшей смеси проволочными струнами срезают неровности, а оставшуюся массу берут и разрезают на блоки равного размера. Полученные газобетонные блоки проходят тепловую обработку в автоклаве (см. ниже). Затем полученные блоки калибруют благодаря специальной фрезерной машины.
Автоклавная обработка газобетона
Автоклавирование материала является важным этапом, который улучшает свойства газобетонных блоков. Уже сформированные и разрезанные на блоки газобетон помещают в специальные автоклавные камеры, в которых они в течение 12 часов в условиях повышенного давления (12 кг/см²) обрабатываются насыщенным водяным паром при температуре 190°С.
Газобетон автоклавного твердения является более прочным, дает значительно меньшую усадку, имеет более однородную структуру, а также может применяться в различных областях строительства в качестве основного строительного, звукоизолирующего и теплоизолирующего материала. Коэффициент теплопроводности автоклавного газобетона – 0,09-0,18 Вт/(м·°С). Благодаря такой теплопроводности газобетонных изделий в российских климатических условиях можно (за исключением северных районов) возводить однорядные стены толщиной 375-400 мм, которые не требуют дополнительного утепления.
Газобетон можно изготавливать и неавтоклавным методом. В таком случае затвердение происходит в естественных условиях. Для такого производства уже не будет требоваться современное высокотехнологичное оборудование, поэтому его можно производить даже своими руками в домашних условиях, но он будет менее прочен. Усадка неавтоклавных газобетонных блоков при эксплуатации составляет 3-5 мм/м, в то время как автоклавных – 0,3-0,5 мм/м. Прочность автоклавного – 28-40 кгс/ м², неавтоклавного – 10-12 кгс/м².
Обычный газобетон производится существенно реже, чем автоклавный, но опять же его можно делать в домашних условиях, т.к. не требуется никакого сложного оборудования для этого.
Сравнительный анализ автоклавного и неавтоклавного производства
Среди всех производителей газобетона большинство предпочитают использовать автоклавный метод создания блоков, что связано с улучшенными характеристиками материала и скоростью. Так, если неавтоклавный бетон твердеет в течение 28 суток, то автоклавный можно реализовывать или использовать в строительстве сразу после сушки, которая происходит на протяжении 12 часов.
Основные отличия автоклавного и неавтоклавного газобетона:
- Способ твердения – неавтоклавный марочную прочность получает в природных условиях за 28 суток, автоклавный – максимум за сутки благодаря воздействию на материал давления, высокой температуры.
- Внешние характеристики материала – газобетон из автоклава обладает белым цветом и идеальными размерами, неавтоклавный более темный и с худшей геометрией.
- Плотность и теплопроводность – максимальные показатели обеспечивает сушка в автоклаве, неавтоклавный уступает: так, при возведении дома для аналогичных показателей стены из последнего нужно делать на 20 сантиметров толще.
- Стойкость к морозу – неавтоклавный бетон хуже справляется с замерзанием и оттаиванием, обеспечивает меньший срок эксплуатации.
- Хрупкость – автоклавная обработка делает блоки более прочными и стойкими к механическим воздействиям.
- Уровень усадки – однозначно больше у неавтоклавного бетона.
- Сложность всего процесса производства – отличается только наличием/отсутствием автоклава. Но чаще всего автоклавные блоки делают на конвейерных автоматизированные установках, а неавтоклавный – в домашних условиях.
- Цены – ввиду особенностей производства автоклавный газобетон стоит дороже в среднем на 10%.
Этапы производства газобетонных блоков
Технология производства газобетона предусматривает выполнение сложных производственных операций, которые невозможно осуществить в кустарных условиях. Компания Bonolit Сonstruction Solutions LLC является крупнейшим предприятием в Европе, занимающимся изготовлением газобетонных блоков. Контролируемый на всех этапах процесс изготовления обеспечивает абсолютное соответствие продукции жестким стандартам и требованиям, предъявляемым к данному материалу.
Газобетон производится в несколько этапов:
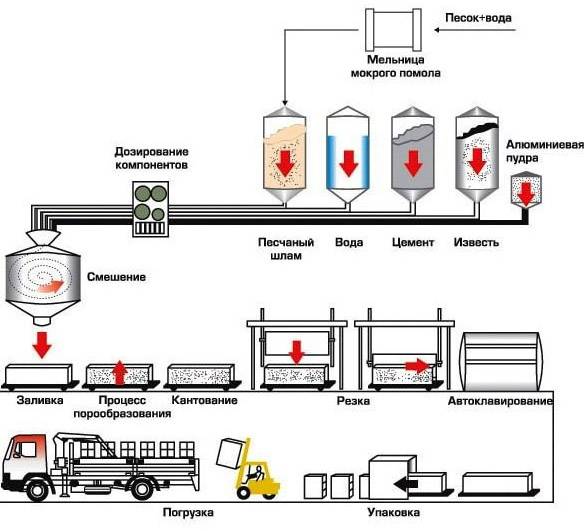
- Песок подготавливают – просеивают, после смешивания с водой измельчают в мельнице мокрого помола.
- В большой емкости смешивают сыпучие материалы в нужных пропорциях – измельченный песок, цемент, известь.
- Последними добавляют воду и алюминиевую пудру, после чего начинается реакция с выделением пузырьков газа водорода. Смесь тщательно перемешивают и заливают в прямоугольную форму.
- В течение 4 часов газосиликат отстаивается и увеличивается в объеме, пока не заполнит полностью форму.
- После кантования происходит резка материала на блоки заданного размера. При помощи струн делают пазы, гребни.
- Автоклавирование позволяет значительно увеличить прочность и долговечность газобетонных блоков. Обработка происходит в течение 12 часов при давлении в 8 – 12 атмосфер, температуре – порядка 170 градусов и повышенной влажности.
- Готовые блоки упаковывают, отправляют на склад или напрямую заказчику.
Некоторые блоки не подвергают автоклавированию, а просто высушивают в электропечах. Такой газосиликатный блок стоит дешевле, имеет меньшую прочность, пригоден для возведения небольших одноэтажных хозяйственных построек и жилых домов.
Неавтоклавный газобетон, его свойства и состав
Этот материал был изобретен в XIX в. чешским химиком Габриэлем Гофманом, который путем добавления в цемент разных солей добился создания пористого материала – ячеистого бетона. Он запатентовал это изобретение в 1889 году, но массовое использование газобетона началось только в ХХ веке, когда шведский ученый Аксель Эрикссон предложил усовершенствованную формулу – пористая структура достигалась за счет использования алюминиевого порошка. В те времена для застывания бетона не использовались автоклавы, оно происходило естественным путем.
Современный неавтоклавный бетон представляет собой ячеистый материал, в состав которого входят смесь цемента, песка и воды, а в качестве газообразующего элемента – паста или пудра на основе алюминия. В состав газобетона входят также сульфат натрия и каустическая сода. Газообразующий элемент нужен для того, чтобы в этой массе появились ячейки-поры, заполненные воздухом. Отвердевание смеси происходит в естественных условиях, то есть без высокого давления и нагревания до экстремальных температур. Есть и другие отличия автоклавного и неавтоклавного газобетона, но это главное.
Как производится неавтоклавный газобетон
Современная технология изготовления этого материала сравнительно проста:
В специальный резервуар набирается теплая вода температурой 60-80 градусов, в приемные бункеры засыпают цемент, готовят другие добавки.
Воду выливают в смеситель, куда попадают и остальные перечисленные ингредиенты, а также высыпается песок. Это происходит в определенной последовательности – например, песок подается уже после химических добавок. Все компоненты перемешиваются в течение 4-5 минут.
За это время нужно приготовить смесь для алюминиевой суспензии – для этого нужна вода температурой 40-50 градусов. Также одновременно с изготовлением суспензии готовят формы для газобетона. Их смазывают либо растительным маслом, либо отработанным машинным.
Алюминиевую суспензию добавляют к другим ингредиентам в смеситель. Полученный раствор перемешивают в течение 20-40 секунд, а форму помещают рядом с этим оборудованием.
Когда смеситель заканчивает работу, раствор сразу переливают в форму, а ее помещают в камеру для нагревания.
Отличие от автоклавного бетона заключается в том, что камера нагревается всего до 35-40 градусов, чтобы смесь поднялась и отвердела, то есть условия близки к естественным.
Свойства неавтоклавного бетона
Такая технология позволяет получить материал с хорошими эксплуатационными характеристиками. Неавтоклавный газобетон отличают такие свойства как:
легкость – один блок весит порядка 18 кг;
низкая теплопроводность, позволяющая сохранять тепло внутри здания и не допускающая сильного перегрева на солнце;
паропроницаемость, которая обеспечивает оптимальный микроклимат внутри помещения;
огнестойкость – материал, произведенный из минеральных компонентов, не относится к числу горючих;
экологическая чистота;
хорошая звукоизоляция;
морозоустойчивость.
Автоклавный газобетон также обладает хорошими эксплуатационными характеристиками. И сегодня он пользуется большей популярностью, потому что по некоторым показателям даже превосходит эту разновидность. Сравнение автоклавного и неавтоклавного газобетона будет приведено ниже – по каждому из основных показателей.






Что такое газобетон, его технические характеристики

Газобетон – это одна из разновидностей ячеистого бетона. Строительный материал представляет собой искусственный камень с пористой структурой. Поры равномерно распределены по всему объёму и имеют округлую или овальную форму. Их диаметр не превышает 3 мм.
По технологии изготовления газобетон классифицируется на 2 вида:
- автоклавный;
- неавтоклавный.
Материал применяется при строительстве жилых и нежилых объектов. Чаще всего из него строят стены и перегородки. Армированный газобетон используется для изготовления перекрытий.
В состав материала входит:
- цемент;
- песок;
- известь;
- гипс;
- мелкодисперсный металлический алюминий;
- зола;
- шлак.
Рассмотрим технические характеристики газобетона:
- Длина изделий – 62,5 см, высота – 25 см. Ширина может быть разной – от 10 до 40 см.
- Благодаря пористой структуре материал имеет небольшой вес – масса 1 м2 составляет 600–800 кг.
- Теплопроводность газобетона отличается в зависимости от марки и колеблется в пределах значений 0,048–0,28 Вт.
- Усадка материала – 0,5 мм/1м.
- Морозостойкость в 2 раза выше, чем у кирпича – более 70 циклов.
- Газобетон не подвержен горению.
Преимущества и недостатки газобетонных блоков
Газобетон – относительно «молодой» материал, на строительном рынке он применяется около 80 лет. Однако он уже успел завоевать популярность благодаря своим преимуществам:
- высокой экологичности;
- огнестойкости;
- низкой плотности и, как следствие, небольшому весу;
- лёгкости в обработке;
- высокой скорости возведения конструкций;
- отличным теплоизоляционным свойствам;
- невысокой стоимости.
Газобетон как строительный материал не лишён недостатков. Он хрупкий – при транспортировке или кладке блоки могут сломаться. Ещё один минус – высокая водопоглощающая способность. Стены, построенные из газобетона, придётся защищать от влаги. Конструкции из этого материала быстро нагреваются и остывают. Известь, входящая в состав, оказывает разрушающее воздействие на металлические детали, которые используются в строительстве.
Типы и технология производства материала
Газобетон производят двумя способами – автоклавным и неавтоклавным. В первом случае блоки помещают в специальную печь, где они быстро затвердевают при высокой температуре. Во втором случае изделия сушатся естественным способом в течение нескольких дней. По качественным характеристикам газоблоки, полученные неавтоклавным способом, уступают изделиям, прошедшим термообработку в печи.
Технологический процесс включает следующие этапы:
- подготовка сырья;
- приготовление смеси в дозаторно-смесительной машине;
- заливка массы в формы;
- резка блоков на изделия нужного размера;
- обработка в автоклаве;
- упаковка готовых газобетонных блоков.
Сначала сырьё – портландцемент, песочный шлам, известь, вода и вяжущие компоненты загружаются в дозаторно-смесительное отделение. Компоненты в нужной пропорции смешиваются и превращаются в однородную массу.
Далее масса поступает в форму, где и происходит интенсивное газообразование в результате химической реакции. Когда процесс активного газовыделения прекращается, формы выдерживают при комнатной температуре или в термокамере до достижения прочности сырца 0,04–0,12 МПа. Затем формованные изделия поступают на резательный комплекс. Здесь с помощью специальных стальных нитей или струн плита разрезается вдоль и поперёк на изделия нужного размера.
После резки блоки транспортируются на автоклавных тележках в печь. После полной её загрузки изделия подвергаются обработке при температуре 190 градусов и давлении около 12 атмосфер. Внутри печи поддерживается определённый режим влажности. Готовые изделия выгружают из автоклава после плавного снижения давления. Газобетонные блоки поступают в упаковочное отделение и отправляются на склад готовой продукции.
При производстве газобетона неавтоклавным методом смесь в формах затвердевает естественным путём, без применения печей. Для улучшения свойств материала, полученного таким методом, в состав смеси обязательно включают модифицирующие добавки.
Общая технология изготовления газобетонных блоков
Технология производства газобетона кажется очень простой. Кстати, не следует путать этот строительный материал с пенобетоном – они разные, хотя и похожи. Принцип, на котором основан технологический процесс, состоит в химической реакции, возникающей в смеси, состоящей из следующих ингредиентов:
- цемент портланд марки М400 или М500 – 90 кг;
- песок речной или карьерный строительный – 375 кг;
- известь гашеная – 35 кг;
- алюминиевая пудра – 0,5 кг;
- вода технической очистки – 300 л.
Эти количества компонентов смеси ориентировочно соответствуют выработке одного кубометра газобетона. Точные значения подбираются исходя из качественных показателей сырья, которые могут отличаться для песка (по илистости) и цемента.
Роль газообразователя играет алюминиевый порошок. Именно он вступает в реакцию с другими химически активными элементами. В результате взаимодействия реагентов происходит образование солей (алюминатов кальция) и выделение водорода, равномерно насыщающего весь объем материала.

Виды технологических схем производства газоблоков
Технологии условно можно разделить на два основных метода: неавтоклавный и автоклавный.
Производство неавтоклавного газобетона включает следующие этапы:
- Дозирование, то есть взвешивание и отмеривание ингредиентов, включая нагретую до 45 градусов воду.
- Перемешивание состава.
- Выгрузка смеси в специальные формы опалубочного типа. При этом следует помнить о том, что газобетон будет «всходить» подобно тесту, поэтому заполнение – не более, чем на половину объема.
- Вызревание, то есть ожидание подъема уровня раствора в формах. Этап длится примерно 6 часов. В течение этого времени можно устранить излишки газобетона, если материал поднимется выше верхних кромок форм.
- Выдержка. В течение 16 часов газобетон набирает предварительную прочность.
- Отправка блоков на склад. Там им предстоит пролежать еще от двух до трех дней.
- Упаковка. Чаще всего газобетонные блоки ставятся на паллеты и затягиваются термоусадочной или стретч-пленкой. Иногда для лучшей фиксации дополнительно применяется полипропиленовая лента.
Автоклавная технология производства газоблоков отличается от описанной тем, что к перечисленным фазам добавляется еще одна – обработка в термобарической камере. В ней при температуре 200 °C, под давлением 12 кг/см² производится пропаривание изделий для придания им большей прочности. Выдерживание в течение 28 суток является обязательным этапом и при автоклавной технологии.
Помимо критерия термобарической обработки, существует классификация по структуре технологической схемы. Как правило, оборудование для производства газобетонных блоков, за исключением самых примитивных способов организации, объединено в линии. В зависимости от требуемой производительности и выбранного режима сменности персонала, они могут принимать следующие формы:
- Мобильная установка. Представляет собой передвижной станок-полуприцеп с компрессором. Устройство практически непригодно для коммерческого использования по причине низкой производительности. Предназначена установка для использования при частном строительстве.
- Мини-линия. Обычно рассчитана на изготовление до 15 м³ блоков за сутки. Смеситель, представляющий собой обычную бетономешалку, может передвигаться к стационарным формам. Другой вариант – раствор заливается вручную ведрами. Такая схема используется начинающими производителями из соображений минимизации начальных вложений. Большая площадь не нужна – хватает 150 м². Труд в значительной степени ручной.
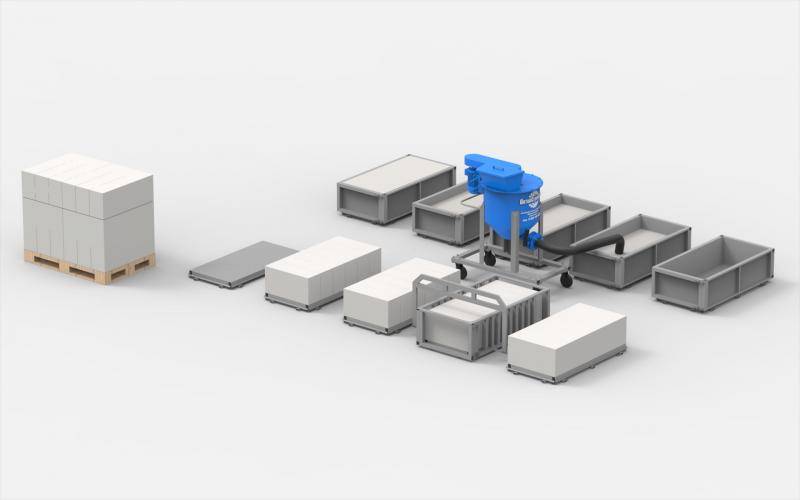
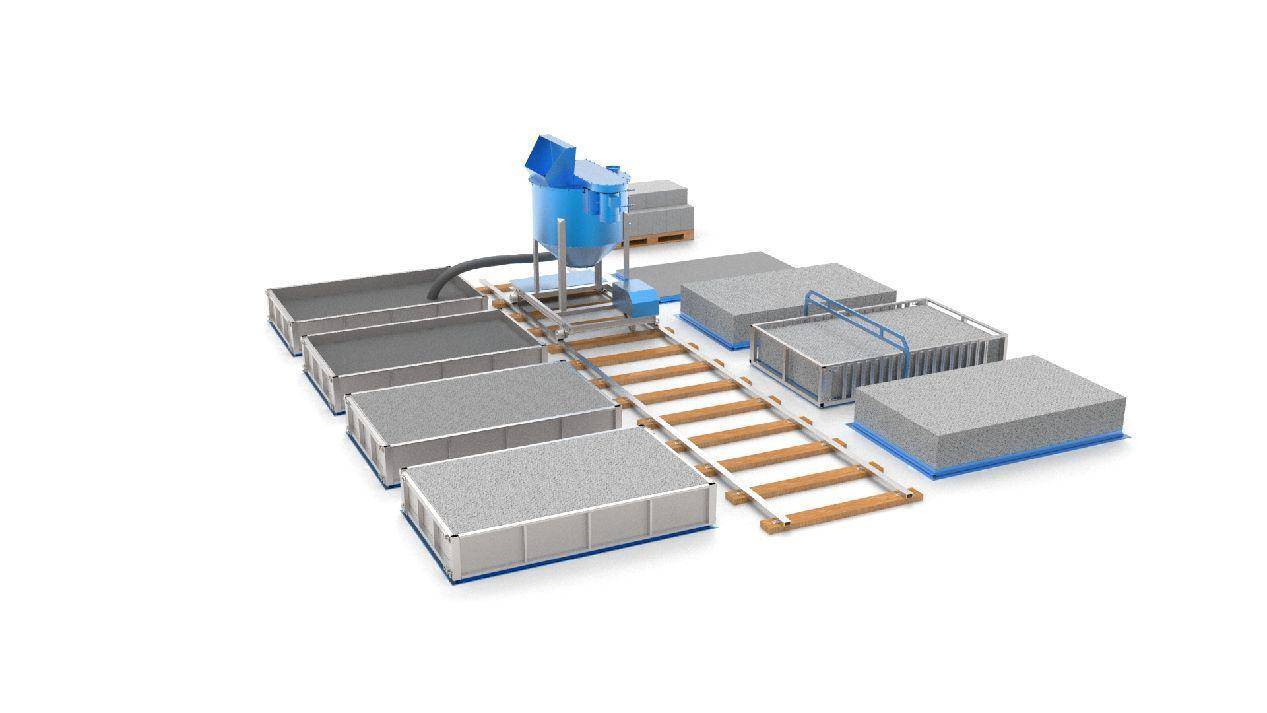
- Мини-завод. Более развитая форма мини-линии с комплексной механизацией процессов. Может производить до 25 кубометров блоков. Включает резательный комплекс, водонагревательную емкость и рельсовые направляющие для перемещения форм.
- Стационарная линия. Такая схема обычно применяется при производительности 60 м³ в сутки. Подвижными элементами являются формы, а смеситель устанавливается неподвижно. Требуемая производственная площадь – от 500 кв. м. Применяются рольганги или ленточные транспортеры.
- Конвейерная линия. Схема характеризуется высокой производительностью – от 15 до 150 кубометров готовой продукции. При этом продолжительность технологического цикла остается неизменной по причине того, что темпы газообразования и отвердения раствора не зависят от оборудования и его расположения. Требуется более просторный склад для отстаивания продукции. Конвейерный принцип позволяет автоматизировать большинство процессов. Штат обслуживающего персонала – от 8 сотрудников и более.

Газобетонные дома. Основные преимущества
За счет особого способа производства, газобетонные блоки обладают небольшим весом при внушительном объеме. Они дают хорошие показатели шумоизоляции и теплоизоляции. Преимущества перед кирпичом и деревом заметны также при монтаже и расчете общего бюджета работ.
1. Хорошая теплоизоляция и шумоизоляция
Дом из газобетонных блоков обладает хорошей теплоемкостью и по этой характеристике является смесью кирпича и древесины. Правда, в отличие от кирпичного дома, вы сможете быстро прогреть здание.
Также достоинствами газобетона являются: хорошая влагоустойчивость и морозостойкость, звукоизоляция. Благодаря пористой структуре, полученной при расширении известковой смеси в автоклаве, дом защищен от проникновения звуков с улицы и от чрезмерной слышимости всего, что происходит внутри здания. Уменьшить звукоизоляцию может только неправильная технология строительства.
Чтобы дом был полностью защищен от посторонних шумов, следует позаботиться о герметичности стыков стеклопакетов и оконных проемов, дверных косяков и стен. Однако это нельзя считать минусом: ошибки в строительстве всегда приводят к снижению шумоизоляции, независимо от материала стен.
Конечно, итоговая толщина стен зависит от региона вашего проживания. Например, на севере толщина блоков доходит до полуметра. Однако стены из газобетонных блоков делаются в один слой и дополнительно не утепляются.
2. Простота и экономичность возведения
Большим плюсом коттеджей из газобетона является быстрота постройки и легкий вес. Соответственно, при возведении идет меньше затрат на фундамент, по сравнению с тем же кирпичом. Его можно делать мелкозагубленным, более экономичным и быстровозводимым.










Так как один газобетонный блок в разы легче кирпича, дешевле и работы по погрузке и разгрузке блоков и сами строительные работы.
Сами блоки скрепляются между собой специальным клеем толщиной до 3 мм. При этом не нужно использовать цементно-песчаные смеси, которые дополнительно увеличивают вес постройки и трудно наносятся.
Кладку очень легко сделать ровной за счет специальных выемок и выступов на торце каждого блока. При соединении с другими блоками они образуют нечто вроде замка.
Армирование стен происходит за счет прутьев, которые укладываются в углубления блоков каждые несколько рядов.
Процесс армирования очень прост: в газобетонных кирпичах делается углубление при помощи штробореза. Материал хорошо поддается механической обработке, в нем легко сделать штробы. После продольной укладки арматура заливается клеем. Вертикальное армирование зачастую не требуется. Оно применяется только в случае дополнительных нагрузок на стены.
3. Податливость материала к механической обработке
Газобетон хорошо обрабатывается при помощи резки и сверления. Поэтому его можно быстро и легко армировать, а также соединить в местах образования проемов.
Для создания оконных и дверных проемов достаточно специальных уголков, которые монтируются в блоки за счет сверления.
При внутренней отделке помещения, очень важна склонность материала к механическому воздействию. В газобетонных блоках можно быстро создать отверстие крепежных элементов, подвесов для картин и полок. Также материал позволяет без затруднений просверлить отверстия для подведения коммуникаций. При этом блоки не идут трещинами.
4. Высокая экологичность
Газобетон производится из натуральных материалов. Это песок, известь, цемент и вода.
Газобетон — экологичный материал, микроклимат в таком доме схож с деревянным домом. Но, в отличие от дерева, газобетон не подвержен грибку и плесени.
Натуральный состав делает дом из этого материала полностью безопасным для всех категорий чувствительных людей: аллергиков, астматиков, пожилых людей и детей. При нагревании, материал не выделяет токсичные вещества. В случае пожара, риск задохнуться химическими испарениями сведен к нулю.
По экологичности материал максимально приближен к дереву. Внутри блоков происходит такая же естественная микроциркуляция воздуха, как и в древесных стенах. За счет этого в дом круглый год поступает свежий воздух без крупных потерь тепла, которые могут быть при проветривании или искусственной вентиляции.
Обзор необходимого оборудования для производства газоблоков
Оборудование для производства газобетона может быть разным – от небольшой установки, выпускающей по несколько десятков блоков за раз, до масштабной автоматической линии, обеспечивающей промышленные масштабы. Тут все зависит от бюджета, требований, наличия помещения, сотрудников, целей и т.д.
Если газоблок производится для понижения стоимости строительства дома и других сооружений на участке, подойдет и небольшая установка (больше напоминающая станок), когда же планируется организовать бизнес – лучше сразу покупать хорошее производительное оборудование, способное дать большой выход и обеспечить развитие идеи.
В Москве и регионах найти любое оборудование не составит труда, поэтому самое главное – определиться с требованиями и выбрать подходящий вариант.
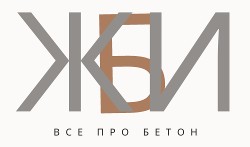
Конвейерное
Данный тип оборудования предполагает максимальную автоматизацию процесса, минимальное участие работников в производстве, самую высокую стоимость комплекта устройств, серьезные требования по наличию свободной площади из-за производственных объемов, наличие в комплекте всего необходимого для реализации всех этапов, достаточно высокий уровень рентабельности.
Что включает стандартный комплект поставки конвейерного оборудования:
- Сырьевые бункеры и емкости.
- Ленточные конвейеры, по которым поступают компоненты.
- Устройство для замешивания раствора.
- Формы для заливки.
- Автоклавные установки.
- Специальный комплекс для нарезки сырья на отдельные ровные блоки.
- Транспортер для перемешивания.
- Дробильная установка.
- Несколько тележек.
- Пульт для эффективного управления процессом автоматически.
- Вилочный погрузчик.
В среднем такое оборудование стоит до 55 миллионов рублей. Это большая сумма и выбор такого варианта актуален при желании организовать бизнес – вложения окупятся, так как линия позволяет в год выпускать минимум 300 тысяч кубометров материала. Это самый быстрый, эффективный и автоматизированный процесс производства блоков.
Для размещения всего оборудования нужно отыскать площадку порядка 4000 квадратных метров. Если приобретение линии слишком дорого, можно подумать про бывшее в употреблении оборудование. Тут есть риски, но и свои преимущества. Хорошей репутацией пользуется продукция, сделанная на конвейере типа Иннтех-100, который стоит 3 миллиона рублей (правда, производительность он показывает ниже).
Особенность указанной установки – неподвижность смесительной установки. А вот формы движутся, автоматически наполняются. Механический комплекс для резки требует участия человека.
Хорошо зарекомендовали себя линии немецкого производства, которые считаются наиболее долговечными и высокопродуктивными. Газоблоки, произведенные с помощью этих линий, получаются максимально качественными и точно соответствующими указанным характеристикам.
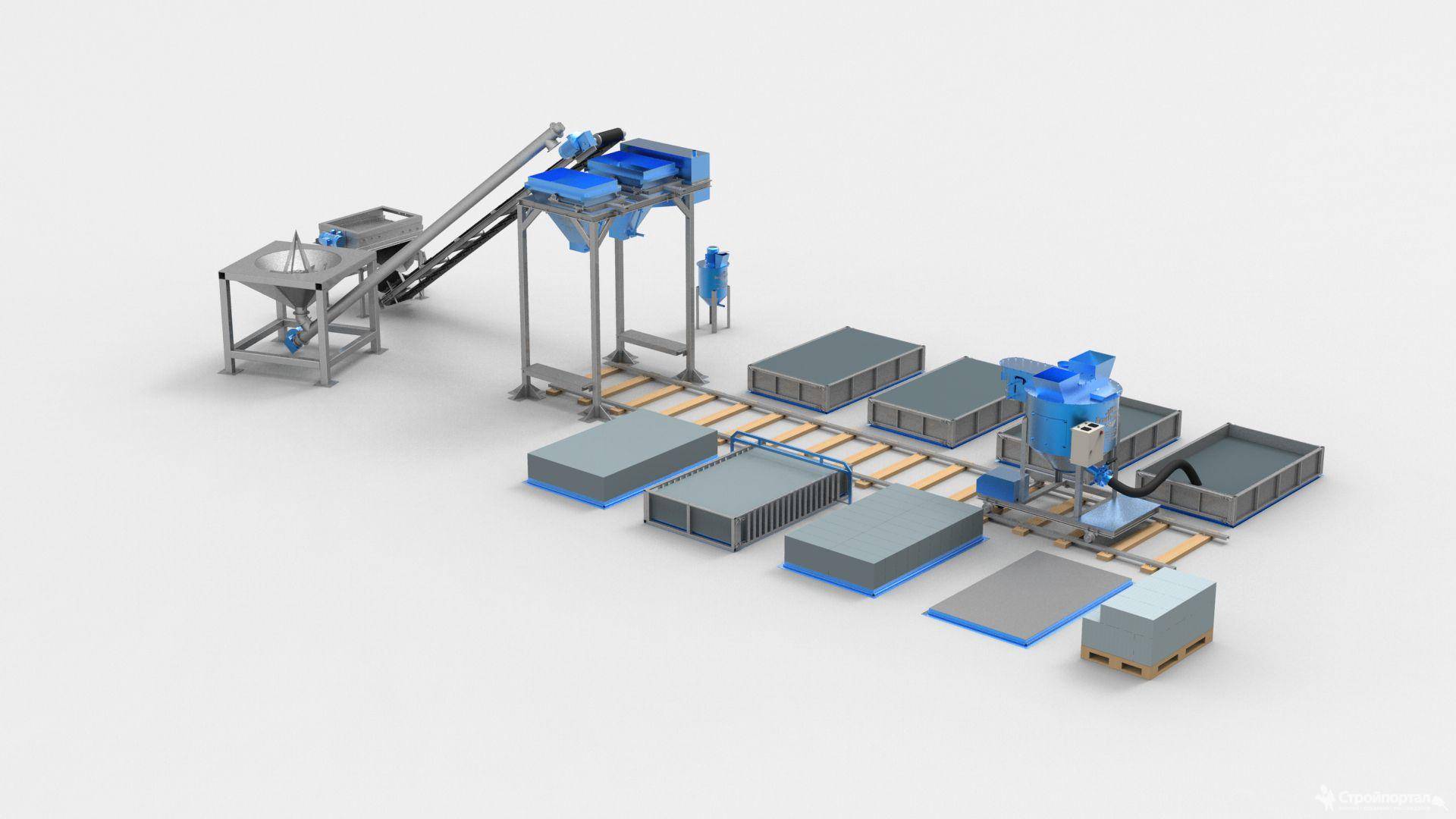
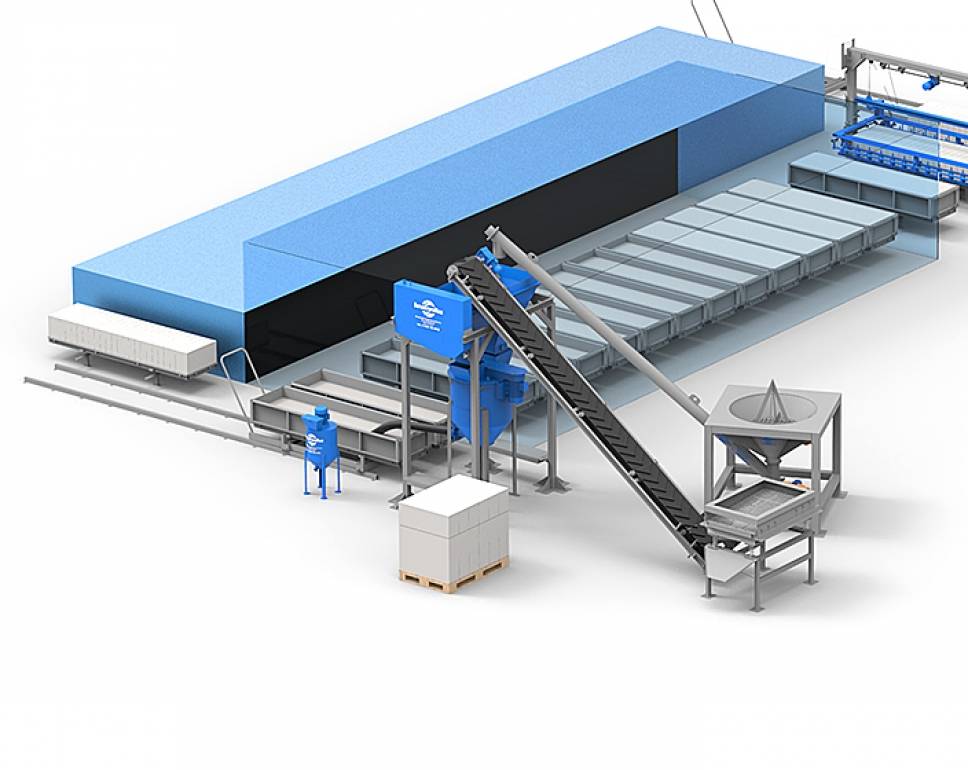
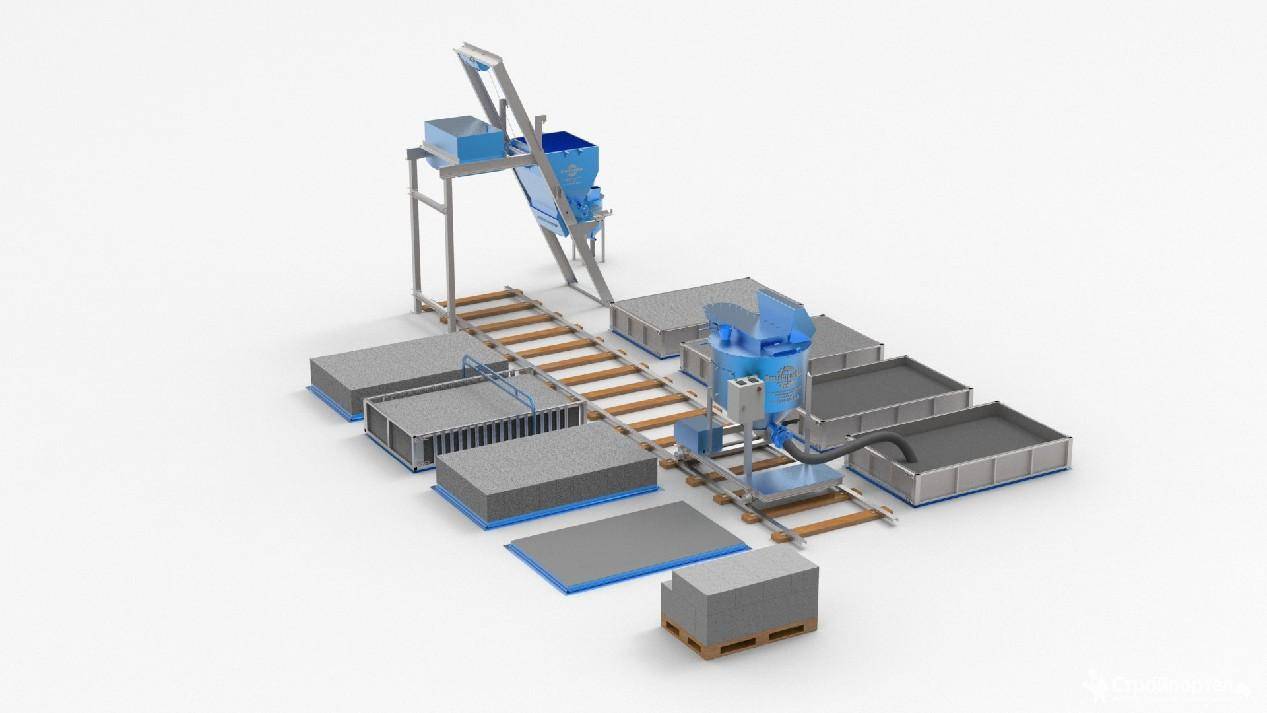
Стационарное
Оборудование для производства газобетона стационарного типа стоит намного меньше, но и по производительности уступает существенно. Так, в сутки такие линии в среднем выдают не больше 50 кубометров готового материала. Комплект установки включает: бойлер для подогрева воды, вибросито, транспортеры ленточного типа для подачи компонентов в аппарат для смешивания, дозаторы сырья.
Для полноценной работы стационарного оборудования понадобится привлекать работников, и не одного. Для установки достаточно будет помещения величиной от 500 квадратных метров. Материал получается прекрасного качества и такой вариант может стать неплохим стартом для успешного бизнеса.
Мобильное
Данный тип установок хорош для начинающих и тех, кто хочет производить газобетон для себя. Особых требований у оборудования нет – сделать его можно самостоятельно из купленных узлов и деталей, работать все агрегаты будут от сети 220 Вт (другие виды оборудования требуют 360 Вт), но объемы производства минимальные – 2-10 кубометров материала в сутки.
Основные преимущества мобильных установок – минимальные вложения, возможность самостоятельно собрать их и обслуживать, отсутствие требований по большим площадям. Делать газоблоки можно дома в одном из подсобных помещений, самостоятельно загружая компоненты в смешиватель, формуя из них блоки. Правда, наличия автоклава установка не предполагает, поэтому качество материала будет значительно ниже.
Обзор линий и методов изготовления газоблоков
В зависимости от объемов выпускаемой продукции и условий размещения все оборудование для производства газобетонного блока можно разделить на следующие категории:
- Стационарные линии, используемые для выработки от 10 до 60 м3 блоков в сутки при минимальном задействовании человеческих ресурсов (1-2 работника).
- Конвейерные – выпускающие до 150 м3, оптимальные при необходимости обеспечения больших объемов.
- Мобильное оборудование – для изготовления газоблоков своими руками непосредственно на стройплощадке или дома, запитываемое от 220 В.
- Мини-линия – автоматизированный комплекс для качественных газоблоков объемом до 15 м3 в сутки при компактном размещении (занимает не более 150 м2) и обслуживании силами 3 человек.
- Мини-завод – аналогичная линия, но выигрывающая по мощности, за день изготавливается до 25 м3 газобетона.
Стационарное оборудование считается самым выгодным в долгосрочной перспективе, благодаря автоматизированному заполнению форм оно работает практически самостоятельно, на тяжелых этапах ручной труд исключен. Характерной особенностью этих линий являются наличие передвижного смесителя, комплекса для подготовки и хранения сырья, нагрева воды и конвейерной подачи к дозатору. Их преимуществом признана значительная производственная мощность (без термообработки – до 60 м3 газоблоков), минусом – потребность в больших площадях (до 500 м2) и высокая стоимость станков и установок (от 900000 рублей и выше, купить его б/у сложнее).







Конвейерные линии также занимают много места (от 600 м2), но они реализуют другую технологию производства: дозатор и смеситель газобетона остаются неподвижными, а формы – перемещаются. Процесс такого комплекса также полностью автоматизирован, но из-за увеличенных объемов выпускаемой продукции обслуживание не рекомендуется проводить самому, потребуются силы 4-8 человек. Стоит дороже остальных, минимальная цена конвейерных комплексов производительностью в 100 м3/сутки составляет 3000000 рублей.
Главным преимуществом мобильного оборудования является возможность выпуска газобетона в любом удобном месте, в том числе у себя дома, оно занимает всего 2 м2. Стандартный комплект включает компактный смеситель, компрессор и соединительные рукава длиной около 2 м (для заполнения нескольких форм сразу). Мобильные установки обходятся не дороже 60000 рублей, и потребляют не более 1,5 кВт в час (на примере Газобетон-500 Б плюс), в целях экономии их можно купить б/у. Для изготовления газоблоков дома с их применением достаточно сил 1 человека, но при привлечении 2 работы пойдут быстрее.
Мини-линии и заводы по выпуску газобетонных блоков бывают как стационарными, так и конвейерными. Их предлагают купить ряд отечественных заводов, хорошие отзывы имеют Иннтехгруп и Кировстройиндустрия, к лучшим относят производственные линии Алтайстроймаш. Комплексация мини-линий может быть разной, но основное оборудование (смеситель, формы и станок для резки газоблоков) в них входит всегда, этого достаточно для запуска производства даже дома. Сами устройства займут мало места (в зависимости от мощности – от 10 до 150 м2), но не следует забывать об организации площадки для просушки газоблоков.

Практически все предлагаемые линии отечественного производства не включают в стандартную комплектацию автоклавы. Автоматизированные мини-заводы с ними реализует Китай, стоимость оборудования при этом увеличится как минимум на 1000000 рублей. Приобретение промышленного автоклава целесообразно при уже налаженной линии сбыта или при желании вытеснения конкурентов. При неизбежном возрастании величины энергопотребления их установка позволяет сократить время цикла (нет необходимости в просушке газобетонных блоков на поддонах в течение 3 суток). Практически все современные автоклавы автоматизированы, включая подачу изделий в печь и выгрузку.
Поиск клиентов
Радует производителей и покупателей тот факт, строительный материал подходит для любых климатических зон. Его обычно используют, сооружая здания:
- малоэтажных жилых помещений;
- производственный;
- аграрный;
- административные;
- социальные.
Продукт востребован как у больших организаций, занимающихся строительством, так и у частных лиц, обладающих правом застройки.
Вы можете сбывать товар строительным торговым складам, рынкам. Распространяйте каталоги цен в магазины. Отправляйте бизнесменские предложения компаниям-застройщикам. Публикуйте объявления для частных клиентов.
Обратите внимание, что спрос на данную категорию товара сезонный, организовывать рекламу нужно до начала деятельности. Учитывайте эффективность эксплуатируемого оборудования и способ создания газобетона – его можно пускать на продажу через месяц с момента изготовления





