
Установка для производства пенобетона и другое необходимое оборудования
Предполагается покупка установки производительностью 30-70 м3/сутки на базе парогенератора. Автоматизация оборудования позволяет производить пенобетон запрограммированной плотности (от 350 до 1200 кг/м3) без участия квалифицированного профессионала. Для работы на такой установке мастеру смены достаточно пройти обучение и правильно настроить аппарат. Стоимость такого оборудования с рабочим объемом на 500 л , всеми необходимыми настройками и дополнительной опцией автоподачи воды — 277 000 руб.
В комплект входят:
- смеситель;
- соединительные шланги;
- встроенный пеногенератор, работающий на белковом пенообразователе;
- загрузочная горловина;
- установка дозированной подачи воды.
Дополнительно необходимо приобрести:
- компрессор (производительностью минимум 0,5 м3/мин. и давлением от 6 атм.) — 40 000 руб;
- высокоточные формы для отливки пеноблоков 500*300*200 — 40 шт.* 49 900 руб. = 1 996 000 руб;
- погрузчик (на 2 тонны), можно б\у – 200 000 руб.
Итого капитальные инвестиции обойдутся в 2 513 000 руб.
Выгодно ли такое мероприятие? И как правильно организовать свой «пенобизнес»?
Скажем сразу, пенобетон имеет и свой недостаток, состоящий в небольшой прочности и малой сопротивляемости. Именно по этой причине, как вы могли заметить выше, его не используют для построек здания больше, чем в три этажа, а так же в качестве несущей стены. Тем не менее, это нисколько не умаляет достоинств этого материала. Но почему изготовление пеноблоков — это выгодно? Давайте попробуем разобраться.
Откровенно говоря, спрос на материал растет сильнее с каждым годом. В наше время предпочитают строить сверхбыстро, при этом практически без видимых затрат. И пенобетонный строительный материал может все это с легкостью дать. Это означает, что высока и конкуренция в данном деле. Если вы собирайтесь организовать производство пеноблоков в домашних условиях, знайте, что при правильной организации дела прибыль потечет в ваш кошелек уже через 8-9 месяцев.
Для реализации своего производства необходимо снять в аренду теплое производственное помещение. Данное помещение должно быть достаточным по метражу для размещения производства, складирования материалов и готовой продукции.
Однако в производстве пеноблоков рентабельность хоть и неоспорима, в идеале вам следует подыскать клиентов еще до производства первой партии. Сделать это можно воспользовавшись:
- строительными рынками и организациями;
- он-лайн сервисами и форумами;
- газетными объявлениями;
- использовать рекламу. Если вы живете в каком-либо районном центре, как вариант, разместить возле проезжей части баннерную завлекающую рекламу.
Запускать бизнес нужно в определенный сезон. Для активной продажи пенобетона — это весна. Именно в это время года люди начинают переходить от плана строительства помещений к его осуществлению.
Если вы хотите много заработать на пенобетоне, и при этом не находиться в вечных в поисках клиента, производство пенобетонных блоков у вас должно совмещаться с частным строительством. В этом деле найти клиентов куда более проще. В любом случае, даже после некоторого времени задумайтесь об расширении своего мини-бизнеса.
Условно способы получения пеноблоков делятся:
- Классика. Изготавливается пеногенератором, после чего замешивается с цементным раствором и водой, выливается в форму и застывает;
- Сухая технология. В ней не используется вода, зато пеногенератор активно создает пену, так и получается пеноблок высокой плотности;
- Баротехнология. Используется для обширного производства материала со специальным дорогостоящим оборудованием.
Оборудование для изготовления пеноблоков позволяет осуществлять создание материала двумя способами:
- Литье;
- Резка.
При литье используются каркасные формы, где смесь высыхает, затвердевает и приобретает рентабельный вид. Данный способ является наиболее дешевым, потому что вам не нужно будет дополнительно покупать распиливающий станок, просто купите формы и смазку к нему, вот и все. Но при таком способе повышен процент изготовления брака и присутствует сравнительно небольшая точность размеров.
Резка обладает большими достоинствами качества, если сравнивать с литьем. Именно этот способ применяют бизнесмены строительной индустрии. Хотя дополнительно потребуется распилочный станок, все же в будущем вы значительно сэкономите на смазке и отсутствии брака. Но такой способ значительно увеличивает время изготовления стройматериала.
Делаем правильный и грамотный выбор
На чем, а главное, как происходит создание пеноблоков? Производство пенобетона обычно протекает посредством использования оборудования двумя методами: с помощью пеногенератора (устройство, необходимое для получения пены) и, соответственно, без него.
Станок для производства пенобетона без использования пеногенератора работает по следующему принципу. В специальный вертикальный смеситель вводится цемент, песок, вода, пенообразователь, добавка ускорения. После всего этого происходит процедура активного «взбивания». Само устройство при этом достигает оборотов, равных 1500 (за одну минуту). Однако подобная простота обладает и недостатками.
Этапы изготовления блоков
Основные стадии изготовления пенобетонных блоков как при распиловочном, так и при литьевом способе, за исключением отдельных моментов практически одинаковы. Рассмотрим, в общих чертах, основные стадии производства пенобетона при литьевой технологии:
1. Приготовление пеноконцентрата, разбавляемого в отдельной емкости водой, после чего, подающегося в пеногенератор. В том случае, если есть кавитационная установка, этот этап пропускается.
2. Замешивание и изготовление пенобетонной смеси. В смеситель закладывают все сухие компоненты и добавки, после чего в него подают пену. Все компоненты смешиваются несколько минут при герметично закрытом люке смесителя.
3. Заполнение форм. Прежде чем приступить к заливке форм, их нужно обязательно очистить и смазать машинным маслом или специальными смазочными жидкостями. После этого, полученный пенобетонный раствор заливают в формы и выравнивают верхнюю сторону.
4. Твердение пенобетона. Залитые раствором формы должны храниться при температуре окружающей среды около +20 °C. При соблюдении этого условия, пеноблоки через 8-10 часов достигнут 25% проектируемой прочности, что позволит их расфасовать.
Оборудование и инструменты
При изготовлении пеноблоков в домашних условиях может понадобиться следующее оборудование и оснастка:
- подающее устройство для цемента и песка;
- пеногенератор с производительностью не меньше 200 л/мин;
- бароустановка;
- дозировщик используемой воды;
- виброгрохот (просеиватель сырья);
- шланг для выхода готовой смеси;
- компрессор;
- бетономешалка объемом не менее 250 л;
- специальные формы для блоков либо станок для резки.
Купить сегодня необходимое оборудование для производства строительных материалов в домашних условиях не составит особого труда. При желании можно приобрести не только укомплектованную производственную линию, но и отдельные ее составляющие. Стоит учесть, что оборудование для производства пеноблоков в домашних условиях бывает не только стационарным, но и переносным. Линия может быть конвейерной либо автоматизированной. Эти факторы определяют стоимость приобретаемого оборудования.
В основе любого комплекта оборудования лежит пеногенератор. Такое устройство за сутки может обеспечить выпуск порядка 100-110 кубометров материала. Отличительной особенностью линий стационарного типа является их высокая производительность наряду с отменным качеством и небольшой себестоимостью. Учитывая, что такой комплект обойдется примерно в 1.5 млн. рублей, это ставит под вопрос его покупку.
Мобильная пенобетонная установка не требует покупки дорогого пеногенератора, что делает ее востребованной на строительном рынке. Однако наряду с этим, она и высокой производительностью похвастаться не может. Как правило, используют в этом случае бароустановку, но при всей своей мощности она не способна дать в сутки более 40-45 кубометров готового материала.
Их прочность уступает аналогам, создаваемым на стационарных линиях. Цена полного комплекта для домашнего производства может варьироваться в диапазоне от 50 до 300 тысяч рублей. При этом, как правило, оборудование большой мощности имеет большая стоимость. Например, комплект за 300 000 рублей может дать в сутки порядка 72 кубометров пенобетона.
Автоматическая линия нуждается в больших площадях, что нередко проблематично, ведь это не предусмотрено изначально. Как правило, такие линии нуждаются в создании бункеров для цемента, воды, песка, а также присадок с автоматической дозировкой. Кроме того, необходимо подумать о площадях для сушки пенобетона, его заливки по формам, а также установки для распила. Данное оборудование способно выдать в среднем за сутки порядка 80-100 кубометров материала, однако позволить себе такую роскошь может не каждый, ведь стоить комплект будет от 1.5 до 3 млн. рублей.
Когда на начальном этапе не хватает средств, покупают оборудование б/у. Однако в этом случае стоит быть готовым к тому, что достаточно быстро может понадобиться замена каких-либо деталей.
Формы, приобретаемые для пенобетона, могут быть разными. Сегодня их изготавливают из стали, фанеры, а также пластика. Емкость изделий различна, например, можно приобрести пластиковые формы габаритами 390х190х288 мм, варианты из фанеры размером 588х300х188 мм, стальные аналоги параметрами 600х300х200 мм
При их покупке важно учитывать строгость геометрии, поскольку от этого напрямую будет зависеть качество готового материала. Недопустимы даже малейшие нарушения симметрии
При выборе форм для заливки пенобетонной массы стоит обратить внимание на материал их изготовления. Учитывая, что опалубка может быть комбинированной, это особенно важно. Например, если продавец отмечает, что металлический вариант со вставками из сверхпрочного пластика способен выдержать даже самую высокую температуру, не стоит слепо доверять этому
Дело в том, что такие формы в действительности недолговечны
В процессе высыхания и отвердевания пенобетонной массы будет происходить выделение большого количества тепла
Дело в том, что такие формы в действительности недолговечны. В процессе высыхания и отвердевания пенобетонной массы будет происходить выделение большого количества тепла.









Рентабельность производства пенобетона
Рентабельность определяется как разница между рыночной стоимостью блока и затратами на его изготовление.
Себестоимость изготовления пенобетона зависит от переменных:
а) единоразовые расходы:
приобретение оборудования;
открытие производства (оформление разрешения на деятельность).
б) постоянные расходы:
аренда производственного помещения и офиса;
хозяйственные расходы (отопление, освещение, инструмент, спецодежда);
налоги.
в) условно постоянные расходы:
расходы, связанные с продвижением и продажей товара (связь, реклама и т.п.).
г) переменные расходы:
расходы на приобретение компонентов смеси:
Стоимость пеноблока определяется конъюнктурой рынка в конкретном регионе.
Примечание.
Продажа пенобетона имеет ярко выраженный сезонный характер. Зимой продажи падают, а себестоимость возрастает за счет увеличения затрат на освещение и отопление помещения.
Чем меньше плотность блока – тем выше рентабельность его производства. Производство теплоизоляционных блоков более рентабельно, нежели производство конструкционных блоков.
Изготавливают пенобетон с помощью следующих технологий:
Двухстадийная (с помощью вспенивателя)
Кроме низкооборотного смесителя, в данную линию включен пеногенератор, позволяющий подготавливать должным образом пенообразователь. После наполнения смесителя пеной, в него насыпают остальные компоненты бетона, после чего все это тщательно перемешивают при скорости вращения смесителя 25 об/мин.
После приготовления раствора, его по трубопроводам подают в формы.

Нужно отметить достоинства данной технологии:
Поры образуются с помощью управляемого процесса, что позволяет делать изделия необходимой плотности и теплопроводности. Материал получается мелкоячеистым. За счет принудительного пенообразования повышается качество пенобетона.
К недостаткам нужно отнести:
Большую цену оборудования. Высокую стоимость пеноблока, потому что требуется пенообразователь. Меньше возможностей в процессе подачи смеси по трубопроводам, особенно по вертикали.
Метод сухой минерализации
В этом случае воздушные ячейки в растворе образуются за счет физических процессов, а не с помощью вспенивателя. Но такая работа очень ответственная, так как приходиться использовать емкости высокого давления.
Основным элементом установки для изготовления пенобетона является бароустановка, которая выполнена в виде смесителя для сухого смешивания материалов, но работает она на больших оборотах (420 об/мин). Благодаря большой скорости вращения раствор затворяется и перемешивается под высоким давлением. В результате чего пузырьки воздуха не «раскрываются», а их форма, размеры и количество удерживаются. Поэтому готовый материал имеет ровную пористую структуру.
Кроме того, сухая минерализация позволяет подавать раствор по трубопроводу на высоту 10 -30 м. Эта технология является бюджетной, потому что оборудование стоит не дорого.
Чаще всего этот способ применяют на непрерывном производстве. Он позволяет изготавливать очень прочный пенобетон, но у него хуже характеристики теплопроводности.
Специфика изготовления пенобетона
Для изготовления пенобетона используют различные способы:
- классическую технологию. Она регламентирует необходимость применения пеногенератора, подающего пенообразователь по трубам в подготовленный цементно-песчаный состав. Рабочий раствор, перемешанный в смесителе с пенообразующим веществом, заливается в формовочные емкости или подается по трубам на участок работ. В процессе гидратации цемента пеноматериал застывает, образуя внутри массива пористую структуру. Набор твердости происходит в естественных температурных условиях, соответствующих состоянию окружающей среды;
- поризационный метод. Название способа изготовления связано с применением специального агрегата — поризатора. Он обеспечивает ввод сухих компонентов в струю пенообразователя. Частицы цементно-песчаной смеси осаждаются на оболочке пенных пузырьков. В результате образуется рабочий пеноматериал, подаваемый по напорным магистралям к месту выполнения работ. Профессиональные строители называют поризационный способ изготовления пенобетона методом сухой минерализации. Он востребован в области промышленного строительства для постоянной подачи пенобетонной смеси.
Определяясь с методом изготовления пенобетона, изучите особенности каждого способа изготовления и выполните экономические расчеты.
Себестоимость пенобетона невысока
Какие устройства необходимо приобрести для получения блоков?
Имеется две разновидности устройств, с помощью которых можно добиться желаемого. Речь идет о кассетных формах, в которых используется литьевая технология, а также об оборудовании, использующем резательную технологию.
Кассетная форма на первый взгляд может показаться слишком простой. Однако все это достаточно обманчиво. Что может быть проще – залил, разобрал, отправил заказчику.
Однако следует помнить о некоторых нюансах при работе с установкой. Ограниченность, которая характерна для срока использования форм, не соответствует стандартам.
Это связано с постоянными воздействиями механического типа на оборудование. Отклонения в форме блоков могут достигать более 5 мм. Поэтому блоки, которые были произведены посредством использования кассетных установок, необходимо укладывать на раствор.
Для того чтобы обеспечить непрерывность работы, надо использовать два комплекта форм. Потребуется нанимать 12 сотрудников. Это связано с большим количеством ручного труда.
Два вида пенобетонных установок
В пенобетоне есть 2 главных компонента: пена и бетон. Мне удалось два типа установок для пенобетона.
Обычные — отдельно пеногенератор, отдельно мешалка
Таких установок большинство. В них пена готовится отдельно и добавляется в мешалку с цементом.










Её составляющие:
- бетономешалка (не обычная, а специальная)
- пеногенератор
- компрессор
Принцип работы следующий. Замешиваем отдельно бетон. Отдельно пеногенератор. Готовую пену добавляем в мешалку. Закрываем, нагнетаем давление, пенобетон идёт по шлангу.
Один из производителей таких установок — спецгрифон.рф
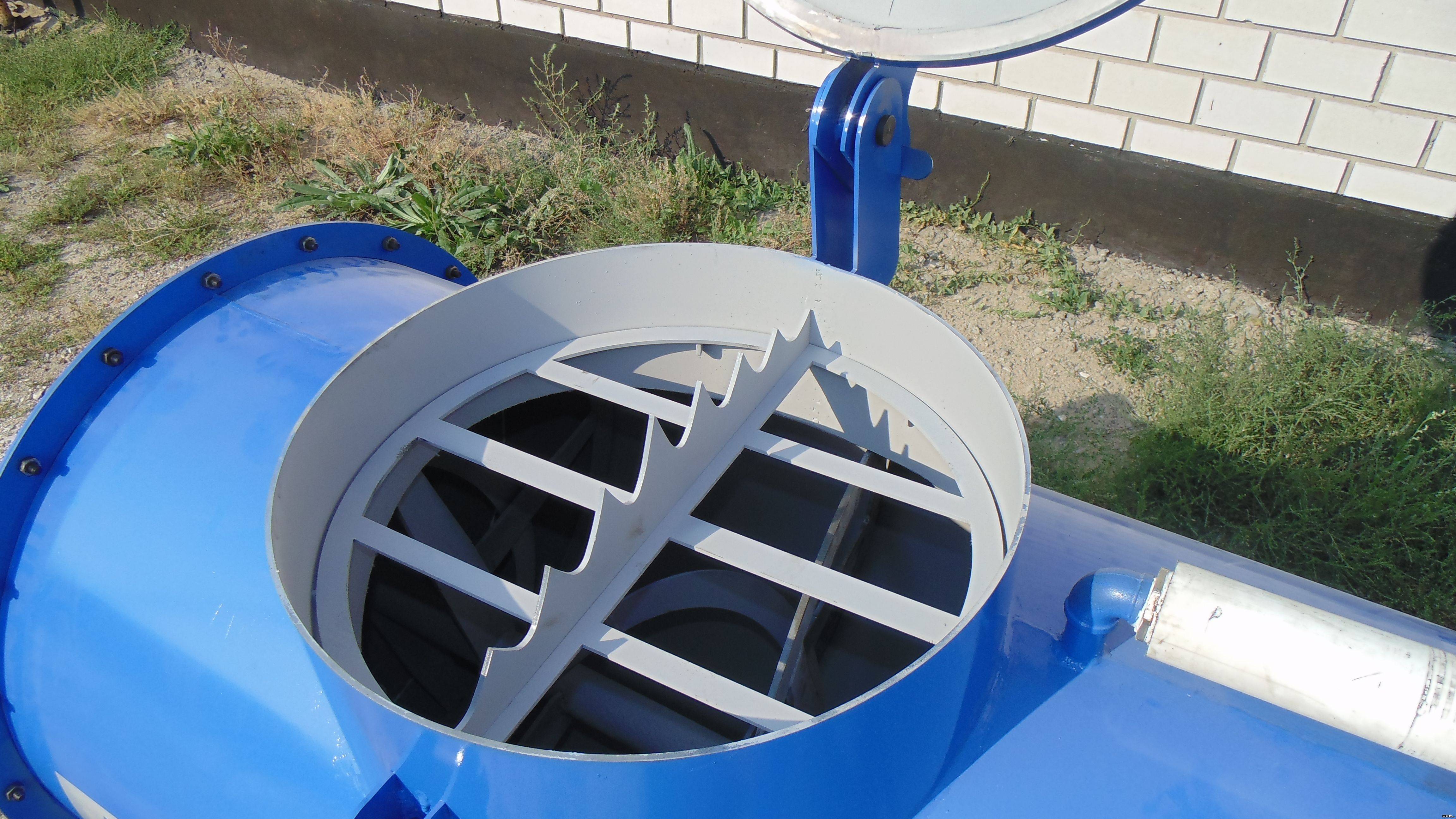
Кавитационные установки
Состоит из кавитационной установки и шнекового бетонанасоса.
В такой установке мешалка — это вертикальная «бочка». В ней на дне как в кухонном миксере вращаются лопасти с очень большой скоростью. Все компоненты высыпаем в него. В том числе пенообразователь и фибру.
Всё это вращается с дикой скоростью и от этого в бетоне образуются пузыри. Пенобетон сливаем в бадью из которой насос подаёт её в шланг.
В итоге такой бетон получается более качественным, более однородным. А фибра повышает его прочность.
Производит такие установки ООО «Сармат-Торнадо». https://www.sarmat-tornado.ru/
Пеноблок бывает разным.
Как вы уже поняли пенобетонный блок можно изготовить из пенобетона любой плотности. В зависимости от этого различаются цели использования пенобетона. Как правило, пенобетонный блок имеет размер 600*300*200 мм. Из такого блока кладут стены домов толщиной 300 мм, и межквартирные перегородки толщиной 200мм. Довольно часто производятся блоки для межкомнатных перегородок толщиной 100 и 120 мм размерами 600*300*100 мм и 600*300*120 мм. Эти блоки удобнее для кладки, чем керамзитобетонные (шлаковые) блоки размерами 400*200*200 и 400*200*100 мм. Теплоизоляционные блоки имеют размер 600*300*100 и 600*300*120 мм, так чаще всего необходимая для утепления домов толщина пенобетона составляет 100 и 120 мм.
| Рис. 1. Блоки из пенобетона. На рисунке показаны пенобетонные блоки размерами (слева – направо): 600*300*200 мм – стеновой, 600*300*150 мм – для межквартирных перегородок, 600*300-120мм и 600*300*100 мм – для межкомнатных перегородок из тяжелого пенобетона. Светло-серый блок сделан раньше и успел высохнуть, темно-серые блоки сфотографированы на следующий день после изготовления, и потому имеют в составе избыток воды. |
Пенобетонный блок плотностью 200 – 400 кг/м3 (марки Д200 – Д400):
Его предназначение – сохранять тепло в жилых помещениях. Эти блоки используют только для целей теплоизоляции – ими можно утеплить стену дома, как снаружи, так и изнутри. Можно разложить по полу первого этажа, чтобы затем сделать выравнивающую стяжку из цементного раствора. Ими можно теплоизолировать чердак, либо плоскую кровлю. По теплопроводности конкурирует с минеральными ватами и пенополистиролом.
Пенобетонный блок плотностью 500 – 600 кг/м3 (марки Д500 – Д600):
Наиболее востребованный на рынке блок. Блок толщиной 100-120 мм используется для перегородок. Блоки толщиной 200-300 мм для строительства малоэтажных зданий высотой до 2-х этажей. Наибольшее количество таких блоков реали-зуется для заполнения ненесущих стен каркасных зданий.
Пенобетонный блок плотностью 700 – 800 кг/м3 (марки Д200 – Д400):
Сейчас производство таких блоков довольно ограниченно, так как их основное использование – это строительство зданий высотой до 4-х этажей.
| Рис. 2. Использование блоков из теплоизоляционного «легкого» пенобетона Д300. Наружную стену многоэтажного здания утеплили пенобетонными блоками плотностью Д300 изнутри здания . Наружная стена изготовлена из кирпича. Толщина теплоизоляции всего 120 мм. |
| Рис.3. Использование блоков из конструкционно-теплоизоляционного «среднего» по плотности пенобетона. Сейчас большинство зданий строится по каркасной технологии. На рисунке показано здание с железобетонным каркасом. Каркас может быть также металлическим. Наружные стены здания заполняются пенобетонными блоками Д500. Нагрузку в здании несет каркас, пенобетонная стена держит только свой вес в пределах одного этажа. |
| Рис.4. Использование блоков из конструкционно-теплоизоляционного «тяжелого» пенобетона. На фотографии показана наружная несущая стена частного дома из пенобетонных блоков плотностью Д800. Перекрытия в доме будут железобетонные, здание строится в два этажа. Толщина несущей стены 300мм. Такой дом желательно дополнительно теплоизолировать снаружи или изнутри. |
Внимание!
Орлан Белохвост
Сравнение обычной и кавитационной
| С пеногенератором | Кавитационная | |
| Плюсы | + Такие установки стоят дешевле. + Они распространены больше и опыта использования их больше. | + стабильная плотность + простота и минимум рисков получить брак + выше прочность + возможность делать очень низкую плотность пенобетона |
| Минусы | — Cильная нестабильность по плотности бетона на выходе (+-30%) — Нужно очень тщательно выдерживать регламент. Все интервалы загрузки, количество компонентов, температуру. Если самому лить или под присмотром — нормально. Если наемные рабочие — могут наделать брак вместо нормального продукта. — Больше узлов — больше мест где может сломаться. | — Их небольшое распространение, а значит мало отзывов, мало опыта. — Высокая цена. |
| Поставщики оборудования и цены | Вот для примера Сайт производителя Установка Санни-014 + компрессор — 150 000р. | Сайт производителя Комплект: 250-350 000р. |
Работа пеногенератора
Устройство для создания пенобетона относительно простое, его схема состоит из пяти блоков:
- вихревой насос, подающий сжатый воздух в оборудование;
- генератор для создания специальной пенной массы;
- устройство, которое обеспечивает дозированную автоматическую подачу смесей из жидкости и воздуха;
- непосредственно сам пенообразователь;
- узел для управления оборудованием.

Инструмент для изготовление пенобетонной смеси
Такая схема работает по простому принципу: при помощи вихревого насоса пенообразующая жидкость перемешивается с воздухом под давлением, после чего полученная масса поступает в емкость, где и происходит замешивание бетона. Сам процесс отличается предельной простотой, в то время как получаемый пенобетон намного превышает по качеству обычный, замешиваемый только при помощи бетономешалки.
Устройство для получения пенобетона простое, при желании его можно собрать своими руками из обычной металлической емкости, насоса и подающих шлангов. Подключается оно к бетономешалке, позволяя получать качественную смесь, из которой уже и формируются блоки для строительства.
Самостоятельная сборка оборудования
Тем не менее, можно изготовить продукцию достаточного качества на станке для производства пеноблоков, собранном своими руками. Поговорим об этом более подробно.
Сборка простого самодельного оборудования для производства пеноблоков без пеногенератора осуществляется в следующем порядке:
- В крышку бетоносмесителя вваривается или вкручивается металлический патрубок с манометром.
- На нем фиксируется шланг для подачи воздуха от компрессора.
- Приемная горловина, запираемая крышкой, оснащается прижимным механизмом для обеспечения герметичности.
- В нижней части емкости, где происходит смешивание, предусматриваем выходное отверстие для подачи полученной массы к формам.

При сборке требуется соблюдать правила:
- перед монтажом все емкости проверяются на отсутствие трещин, повреждений, протечек;
- сварные и резьбовые соединения испытываются на прочность избыточным давлением;
- резиновые прокладки и прижимные детали должны обеспечивать герметичность узлов;
- электропроводка надежно заизолирована и защищена от попадания влаги, выполнено заземление.
Мобильная установка для изготовления пеноблоков при работе должна быть надежно закреплена.
Что необходимо для работы
Прежде чем приступить к изготовлению пенобетона, необходимо рассчитать пропорции компонентов, подобрать время для замеса, просушки и выдержки. Кроме того, требуется подготовка – сбор инструментов, оборудования и закупка материала.
Инструменты и материалы
Технику для самостоятельного изготовления пенобетонных блоков можно приобрести в любом строительном магазине или оформить в аренду у организации.
Список необходимых инструментов и материалов:
- Бетономешалка – объём зависит от потребностей проекта. Для возведения частного дома достаточно оборудования на 300 литров.
- Речной песок средней фракции без примесей и вода.
- Цемент марки М400-500 – замена на аналоги не допускается.
- Парогенератор для пенобетона. В производстве можно обойтись без этого агрегата, но его использование гарантирует высокие эксплуатационные свойства конечного продукта.
- Емкости для заливки либо готовые формочки, широко представленные в строительных магазинах.
- Пенообразователь.
красящие добавкиОтвердитель
Можно ли отказаться от пеногенератора
Сотрудниками БТУ им. Шухова в 1998 году разработана методика приготовления жидкой пенобетонной смеси, в схеме которой не используется пеногенератор. Технология подразумевает совмещение свойств генератора пены и смесителя в одном устройстве. Задача агрегата – одновременно перемешивать и проводить поризацию раствора, в который добавлен пенообразователь.
Получение блоков высокого качества достигается за счёт конструкции рабочего органа смесителя и режима перемешивания. Подача воды без предварительного создания пены упрощает способ изготовления и сокращает сроки застывания. Данная технология позволила смешивать сырьё в турбулентно-каватационном режиме. В результате пенобетон имеет низкую плотность с минимизацией энергетических затрат.
Ингредиенты и пропорции
В составе пенобетона должны использоваться ингредиенты, соответствующие нормативным актам. Раствор содержит цемент, песок, воду, пенообразователи и добавки. Дополнительные составляющие необходимы для повышения стойкости к морозам, например, БИО-НМ. В качестве улучшения воздухоотведения применяются аэрирующие компоненты – БИО-Люкс, ПВД-3 или Сипласт.
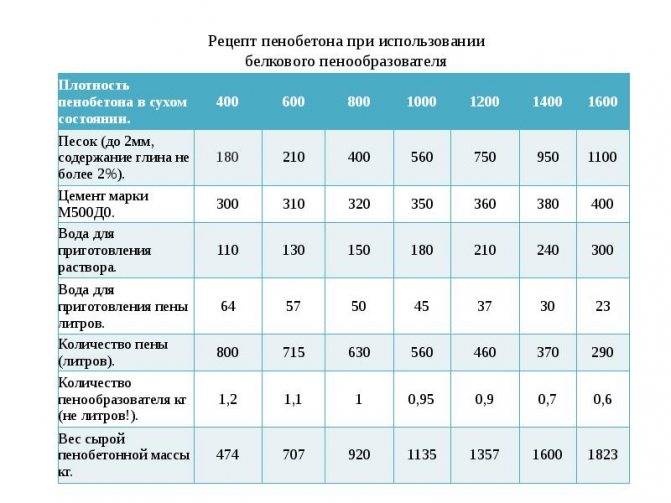
Все ингредиенты должны отвечать стандартам. От пропорций пенобетона зависит конечная марка и степень прочности. Из расчёта плотности 600 кг на 1 м³ потребуется следующее количество компонентов:
- речной песок – 200 кг;
- цемент марки М400 – 320 кг;
- отвердитель – согласно инструкции производителя;
- пенообразователь – от 1,2 до 1,5 литров;
- вода – 100 л.
Пенообразователь для пенобетона своими руками
Состав пенообразователя:
- каустическая сода (едкий натр) – 0,15 кг;
- канифоль – 1 кг;
- столярный клей – 0,06 кг.
Технология изготовления несколько трудоемкая и занимает много времени. Поэтому целесообразна только при значительных объемах работ.







Как сделать пенообразователь для пенобетона в домашних условиях
Приготовление предусматривает выполнение двух этапов:
- смешивание клеевого раствора. Для этого кусочки сухого клея заливаются водой (1:10) и оставляют на сутки. За это время клей немного разбухнет, но будет держать форму. Поэтому, емкость с водой и клеем нагревают до 60 °С (при постоянном перемешивании). Клеевой раствор готов, когда все кусочки растворились и образовали однородную массу;
- приготовление канифольного мыла. С этой целью натр доводят до кипения. Затем в него постепенно вводят канифоль. Процесс кипячения займет около 2-х часов до полного растворения канифоли.
Примечание. Канифоль следует предварительно раздробить.
Оба состава смешиваются, когда канифольное мыло остынет до 60 °С.
Примечание. При смешивании канифольное мыло вливают в клеевой раствор. Пропорция для смешивания 1 : 6.
Полученную смесь заливают в пеногенератор и получают пену высокой плотности. Оптимальной для использования считается пена плотностью 80 гр/дм.куб. Использование менее плотной (более воздушной пены) ухудшит качество блока и приведет к быстрому его разрушению.
Примечание. Проверить качество пены, можно наполнив ею ведро. После переворачивания ведра пена должна удержаться внутри.
Схема производства пеноблоков показана на рисунке.
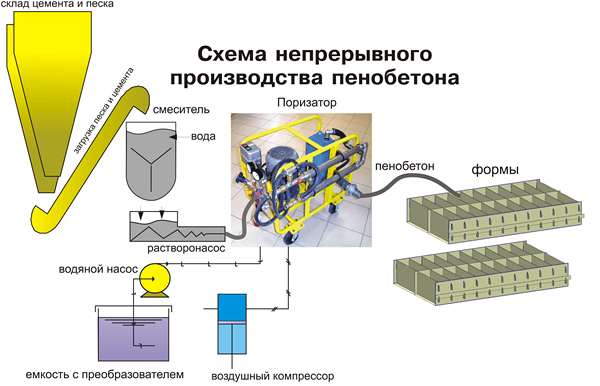
Схема производства пеноблоков
Отметим, что подобно первому блину, первые пенобетонные блоки обычно также выходят комом. Этому есть несколько причин:
сложность дозирования составляющих компонентов в растворе;
повышенное/пониженное содержание воды в растворе;
повышенное содержание пенообразователя в растворе. Его расход не должен превышать 1,5 л. на 1 м/куб.
К сожалению, подобные эксперименты не только продлевают время строительства, но приводят к дополнительным расходам. Однако, как свидетельствуют пользователи, они вполне оправданы. Тем более что, дефектные пеноблоки могут быть использованы в качестве засыпки под пол, а б/у оборудование для производства пенобетона можно продать.
Примечание. Как показывает практика, лучше делать конструкционные пеноблоки (марки D-900 и выше). Они содержат меньше пор, по сравнению с теплоизоляционными, и новичкам их изготавливать проще.
Оборудование по баротехнологиям
Установка Санни
 Установка Санни.
Установка Санни.
Пенобетон можно изготавливать, не используя пеногенератор. Это возможно с использованием аппарата под названием Санни. Такой метод называют баротехнология. Бароустановка может производить до 50 кубов продукции в сутки. Достоинством такого оборудования является его невысокая стоимость и простота в эксплуатации. К отрицательным свойствам относятся большие расходы на особый пенообразователь, небольшие размеры выпускаемого материала и не слишком хорошее качество получаемых конструкций.
Для работы на такой бароустановке необходимы два рабочих. Объем может варьироваться от 140 литров и до 250, зависит от модели аппарата. Пенообразователь применяют лишь синтетического происхождения. Аппарат состоит из баросмесителя, датчиков измерения и шланга, через который осуществляется подача готового продукта. За счет правильных пропорций компонентов в итоге получается материал с высоким показателем плотности. Такой выбор оборудования выгоден при начальных этапах развития производства строительных материалов. Такое оборудование поможет заинтересовать потребителя недорогим и качественным пенобетоном.
Пеногенераторы
 Устройство, которое нужно для изготовления пены, благодаря которой создаются специальные пузырьки воздуха в блоках. Эти пузырьки и дают пенобетону теплоизоляционные качества. Пена изготавливается из смеси пенообразователя, однако, бывают типы пеногенераторов, в которых используется не смесь пенообразователя, а расположены отдельные сосуды на специальный концентрированный пенообразователь и воду, либо подсоединяется вода из водопровода. Оба вида требуют наличия компрессора.
Устройство, которое нужно для изготовления пены, благодаря которой создаются специальные пузырьки воздуха в блоках. Эти пузырьки и дают пенобетону теплоизоляционные качества. Пена изготавливается из смеси пенообразователя, однако, бывают типы пеногенераторов, в которых используется не смесь пенообразователя, а расположены отдельные сосуды на специальный концентрированный пенообразователь и воду, либо подсоединяется вода из водопровода. Оба вида требуют наличия компрессора.
Пеногенератор включает в себя такие элементы, как – водяной насос, поризатор. Водяной насос выполняет перекачивание смеси пенообразователя, поризатор, в котором и происходит формирование пены и пенообразовательной смеси и воздуха. Воздух в поризатор подаются при помощи работы компрессора. Также у пеногенератора имеются специальные регулировочные краны, они управляют подачей смеси и воды, и компонент, который отвечает за дозирование пены.
Самый простой вид пенообразователя можно сконструировать своими руками, но предварительно нужно подготовить чертеж установки. Самым лучшим насосом для перегона готовой бетонной смеси является героторный.





