
Как научиться варить
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.
В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
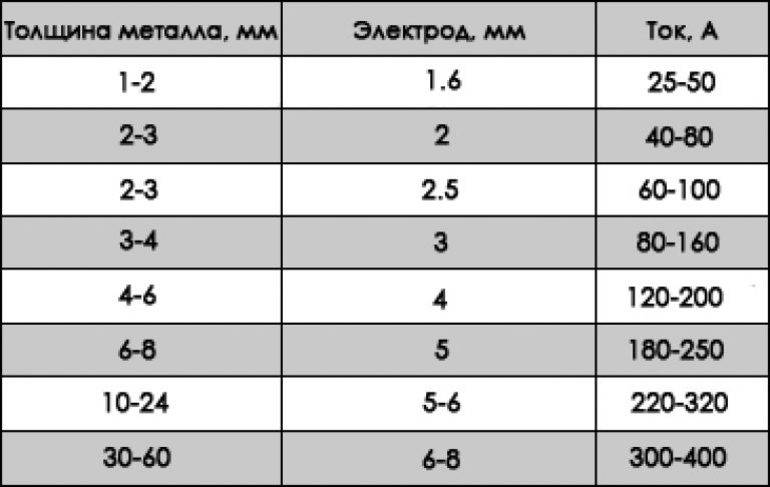
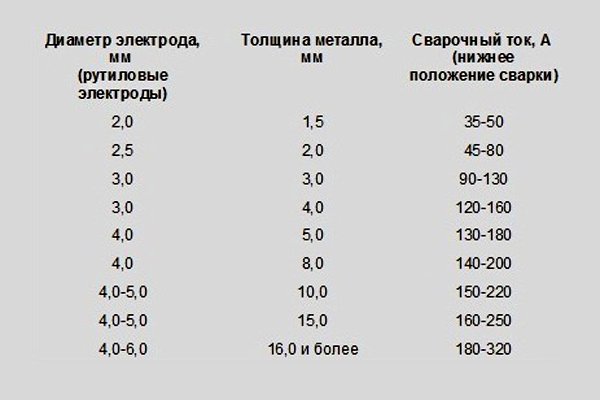
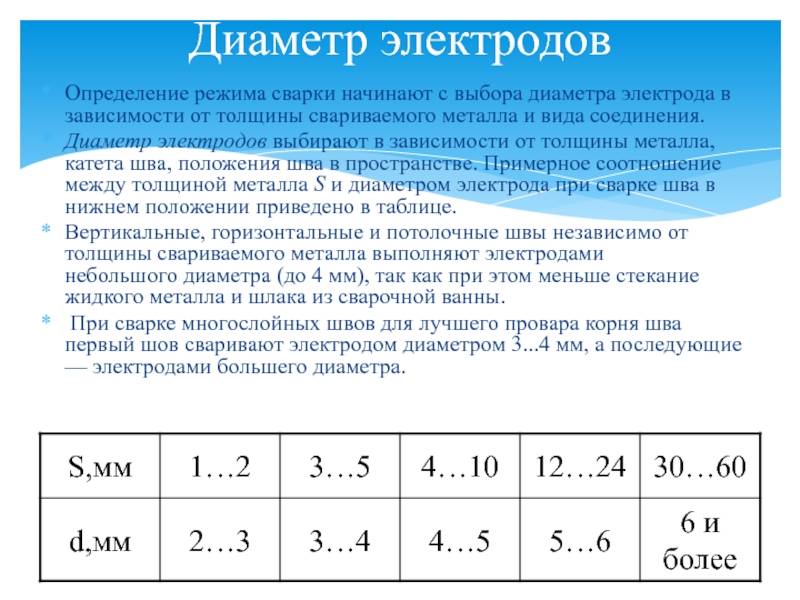
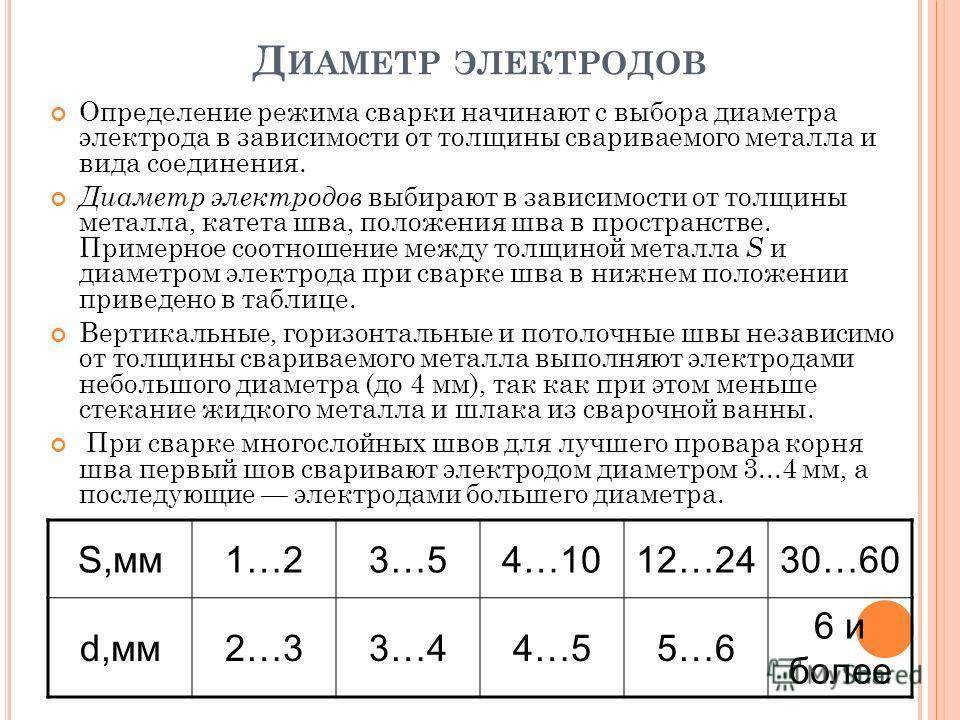
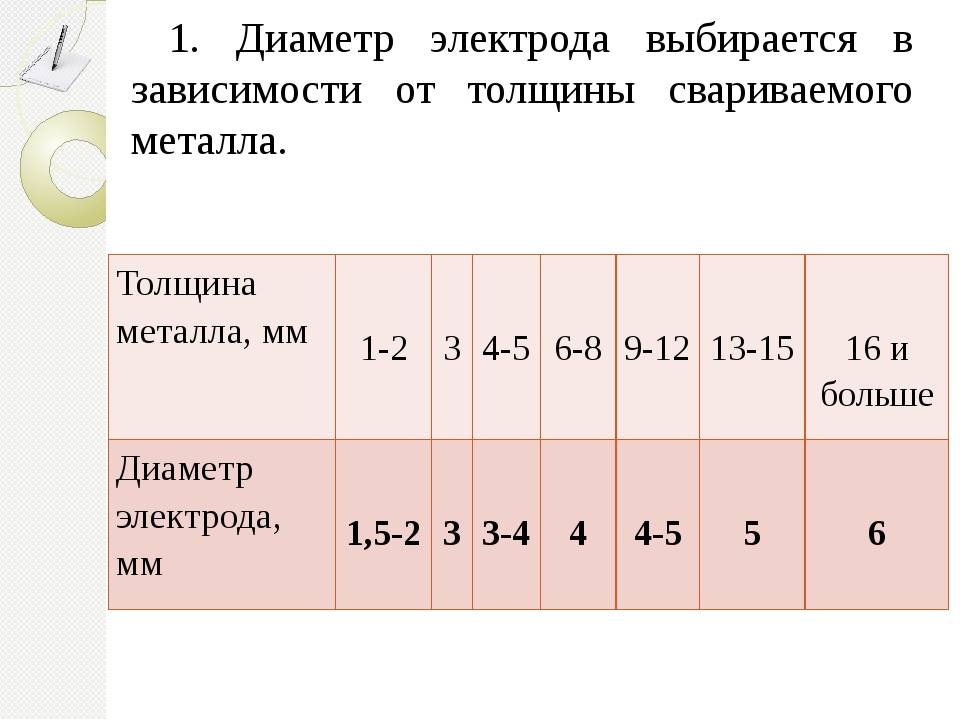
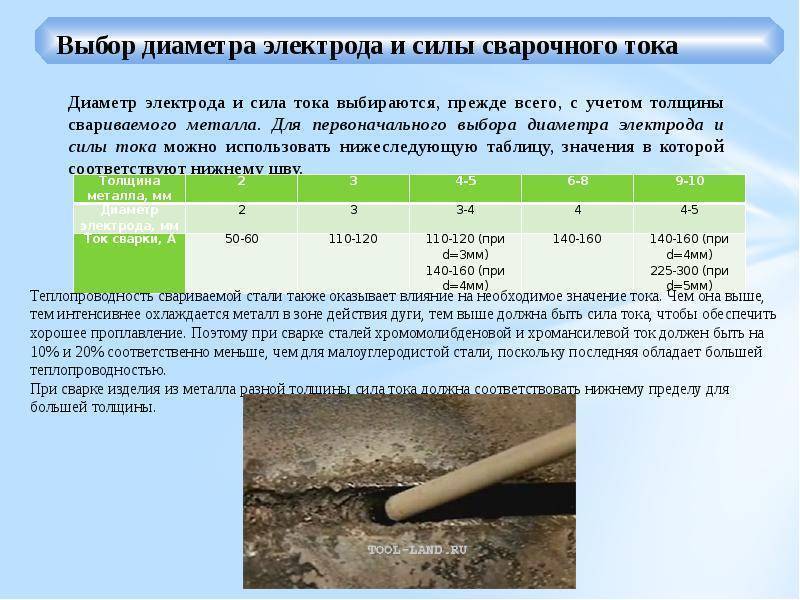
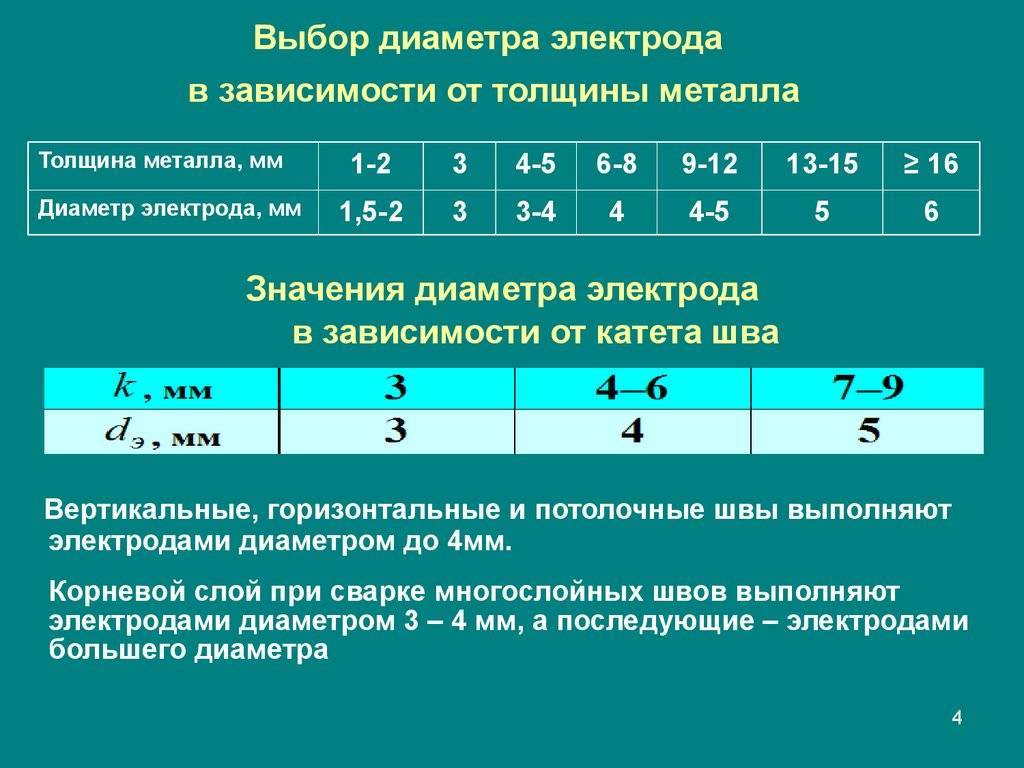
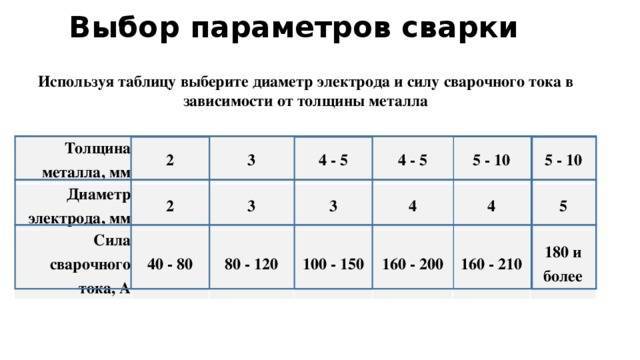
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
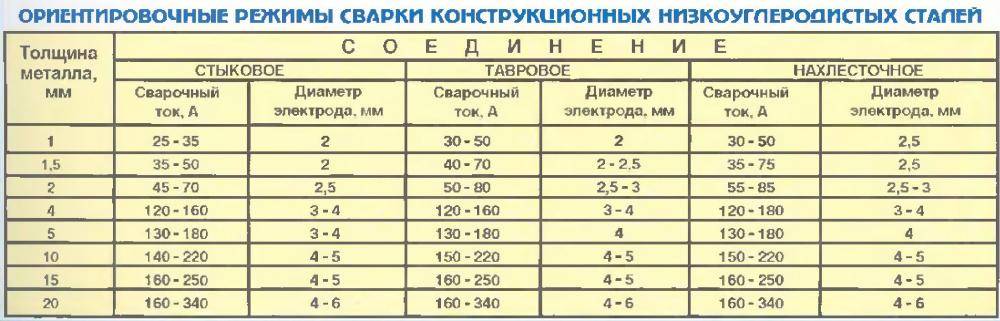
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
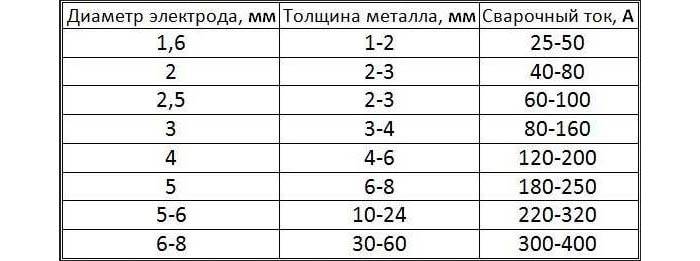
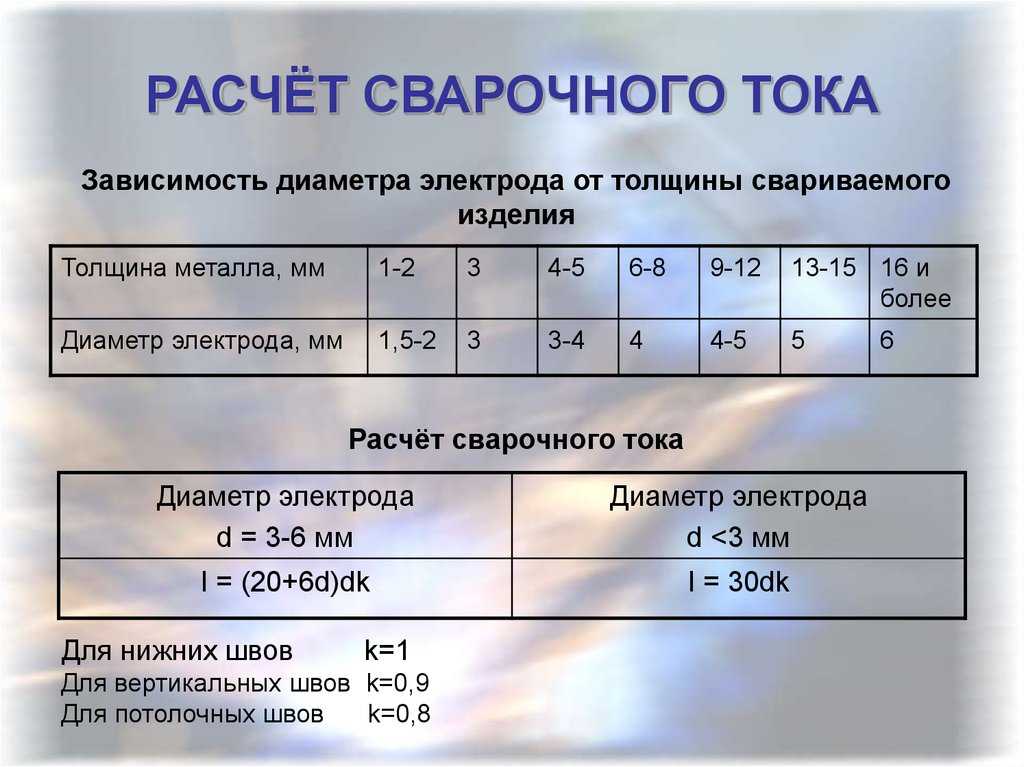
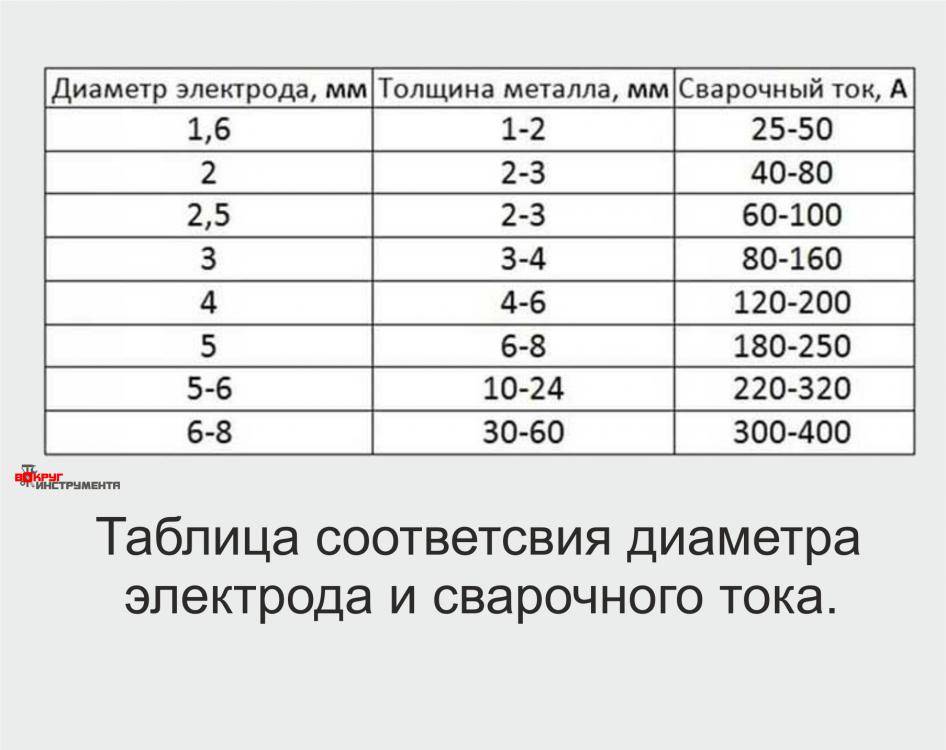
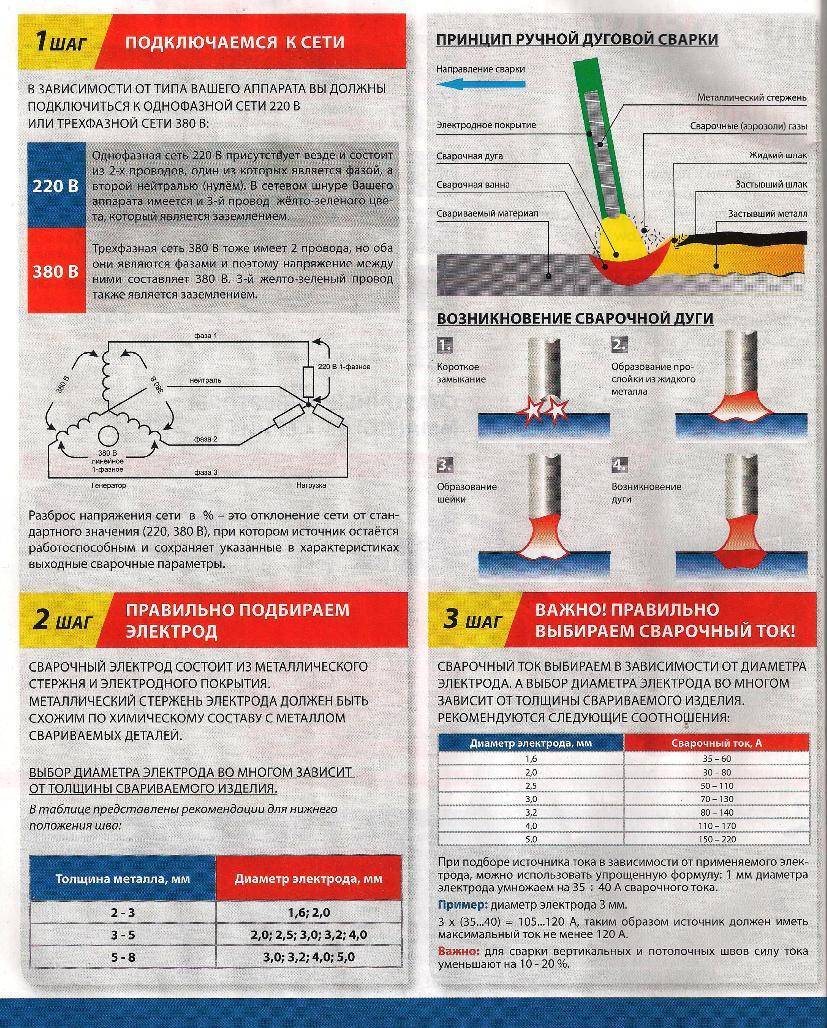
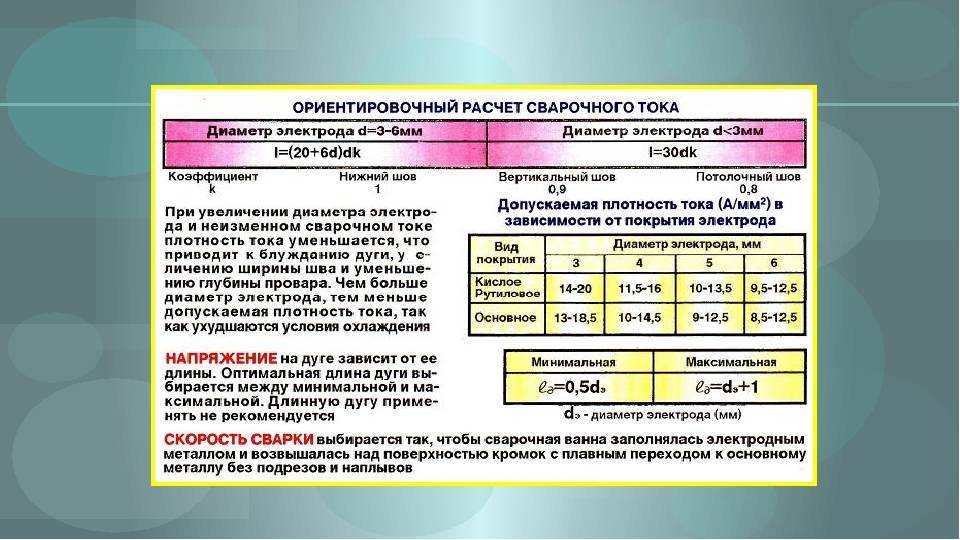
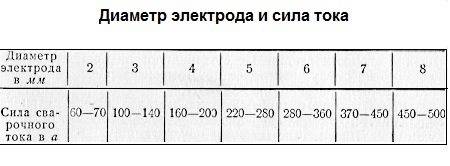
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
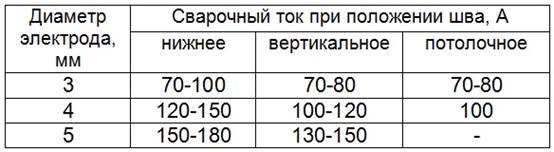
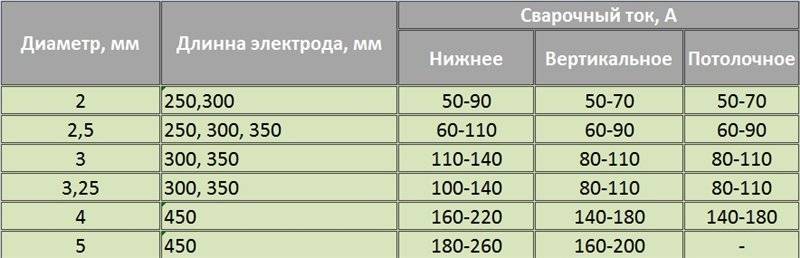
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Устройство электрода
Устройство сварочного электрода
Электрод, обязательно применяемый во время сварки — достаточно тонкое изделие из металла, напоминающее внешне вязальную спицу, имеющее особое покрытие-обмазку. Во время сварки металл сердечника начинает расплавляться, а нанесенная на него обмазка оберегает формируемый шов от воздействия кислорода. Кстати, покрытие изделий может быть самым разным.
Схематичное изображение процесса сварки
Таблица. Типы обмазки.
Тип
Описание
Основной
Оптимальные изделия для работы с так называемыми ответственными конструкциями, трубами. Во время выполнения сварочной работы получаются пластичные и прочные соединения, не склонные к окислению. Кристаллизационные трещины возникают на шве редко. Маркировка литерой Б. В составе покрытия — углеродистые соединения магния и кальция, практически отсутствует водород, благодаря чему снижение характеристик свариваемых металлов не происходит. Электроды с такой обмазкой используются только на постоянном токе. Главный недостаток — во время работы формируется много шлака. И еще — перед работами с таким электродом свариваемую поверхность нужно тщательно очистить от масел, ржавчины, окалины и т.д., иначе есть риск получить внутри шва поры, снижающие его прочность.
Рутиловый
Такие электроды легко разжигаются и практически не разбрызгивают металл вокруг себя. Маркируются буквой Р. В основе покрытия — вещество рутил, есть еще кислород и кремний. Этот вариант обмазки имеется на электродах, применяемых в условиях постоянного и переменного тока
Работать важно в условиях умеренной влажности, иначе качество шва сильно ухудшается.
Целлюлозный
Такая обмазка содержит много органики (до 50%). Это органические смолы и сама целлюлоза
Маркировка таких электродов — литера Ц. Во время выполнения работ они выделяют мало шлака, но образуют много газов. Им легко выполнять работы в вертикальной ориентации. Варианты с такой обмазкой используются только на постоянном токе. Минусы — образуется много брызг, а также качество шва при работе со сталью может быть не самое лучшее из-за большого содержания водорода.
Кислый
Такие электроды позволяют получить сварочный шов практически без воздушных каналов, с ними можно варить элементы с окалиной и ржавые детали. В составе — марганец, железо, кремний и ряд других элементов. Маркируются такие электроды литерой А. Это вредный для здоровья сварщика вариант, требующий проводить работы исключительно в хорошо проветриваемом помещении. Также есть еще один минус — риск появления горячих трещин на шве.
Рутиловые электроды
Также все электроды делятся на две основные группы — плавящиеся и неплавящиеся.
- Плавящиеся варианты могут иметь стержень разного диаметра, имеющий обмазку. Именно благодаря последней дуга во время сварки получается оптимальной. Такие электроды обычно и используются для ручного типа сварки.
- Неплавящиеся варианты встречаются сейчас достаточно редко, так как работать ими нужно в особенной среде. Они отличаются сложностью подбора, потому новичкам их использовать не рекомендуется.
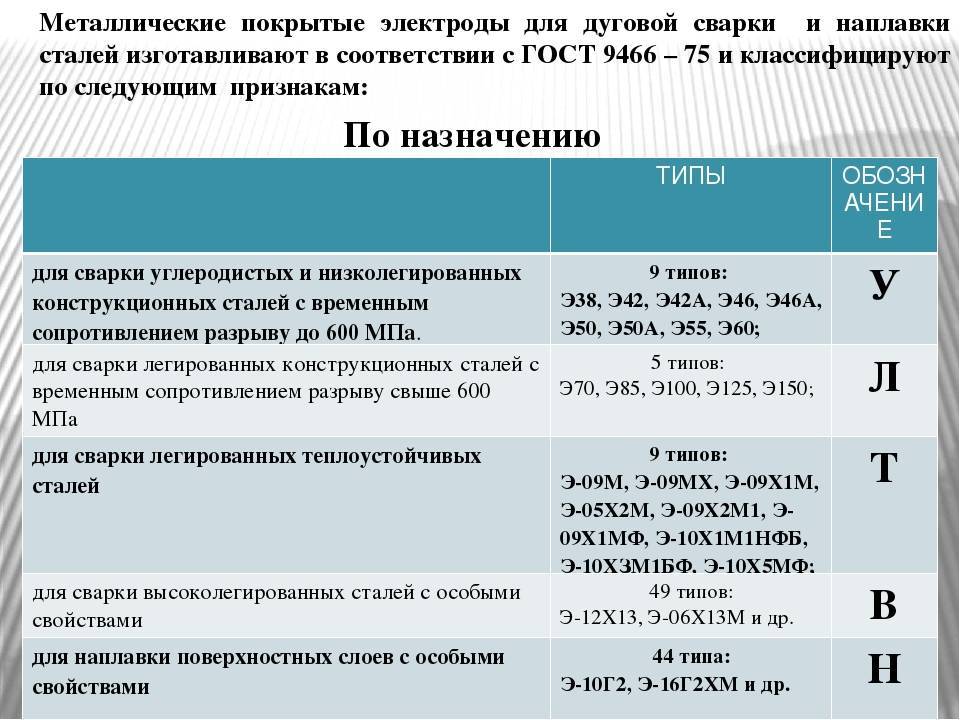
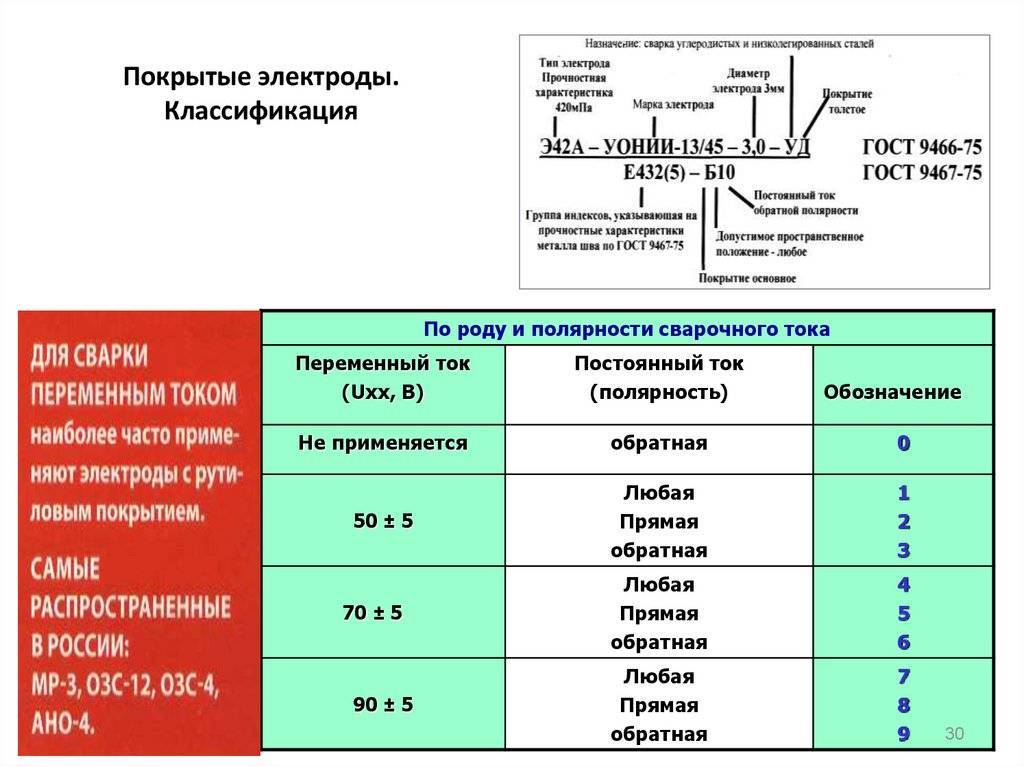
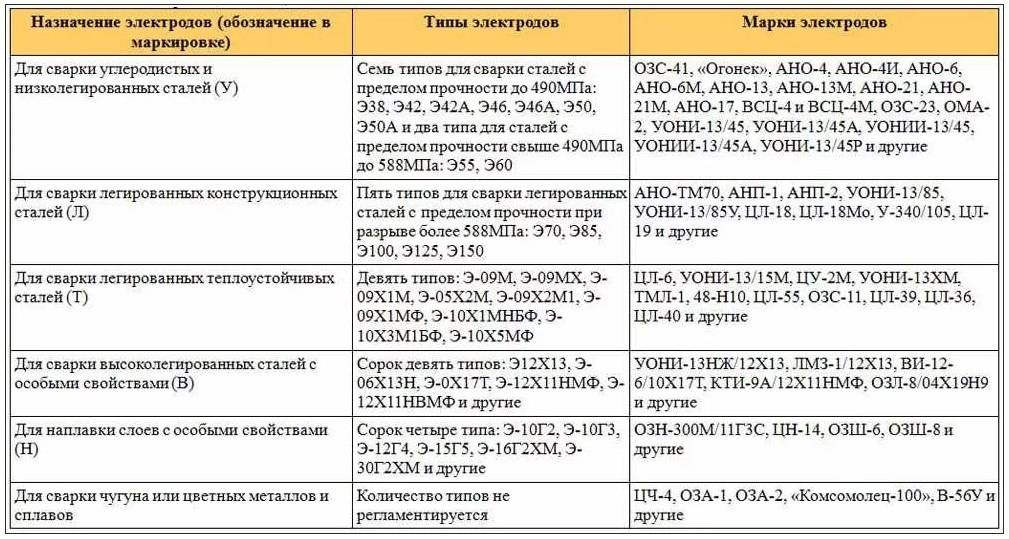
Классификация
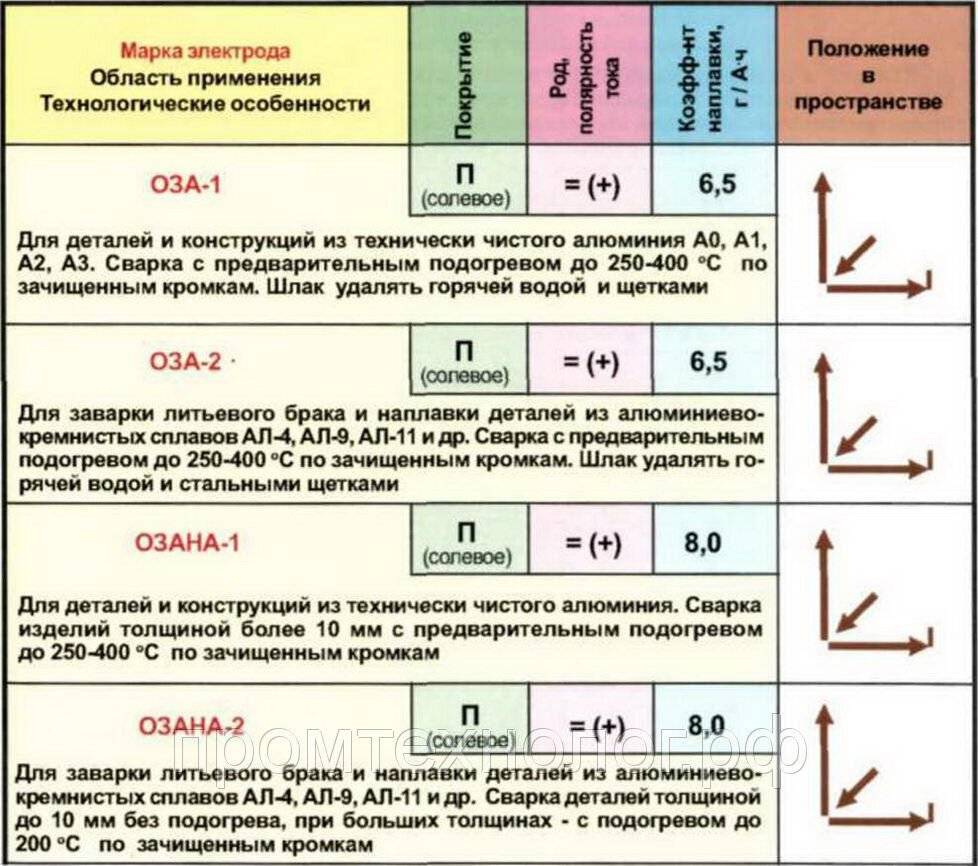
Все лучшие электроды для начинающих и опытных сварщиков разделяются на изделия, которые предназначены для сваривания разных видов сталей, изделий из чугунных или цветных сплавов и металлов. Но данное деление требует учитывать токовые режимы, виды сварочных приборов, при помощи которых будет проводиться сваривание заготовок. Имеется определенная категория электродов, которые используются для наплавки различных металлов.
В соответствии с назначением производится разделение в зависимости от технологических свойств ручных операций. Сварочные работы осуществляются в определенных позициях, с соблюдением разной степени проплавления и расположения относительно сварочной зоны.
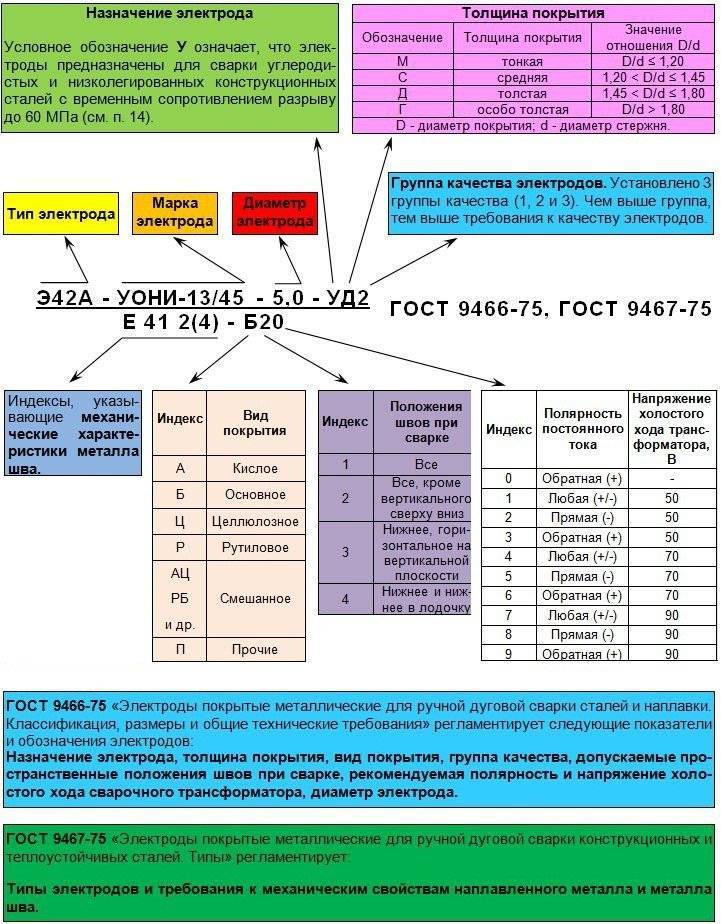
В зависимости от показателей толщины покрытия все электроды для ручной сварочной технологии разделяются на следующие типы:
- тонкие (М);
- среднего размера (С);
- толстые (Д).
Стоит учитывать, что электроды для новичков и профессионалов разделяются на группы в зависимости от типа покрытия стержней, которое может быть:
- кислым (А);
- основным (Б);
- рутиловым (Р);
- целлюлозным (Ц);
- комбинированным.
Обратите внимание! Покрытие может иметь в составе примеси, которые улучшают качественные характеристики сварного соединения при работе с определенным материалом. К примеру, сварочная технология с использованием электродов с рутиловым покрытием позволяет создать соединение с высокой устойчивостью к образованию трещин
Если вы не знаете, какими электродами лучше варить, то обязательно рассмотрите их главные характеристики. При подборе стоит учитывать, вид и полярность питающего тока, а также величину действующего в сети напряжения.
Лучшие электроды для любительской и профессиональной сварки
В рейтинг входят самые популярные модели этого сварочного элемента, предназначенные для ручной дуговой сварки распространенных видов стали. Это — изделия с рутиловым и основным покрытием.
Рейтинг лучших электродов с рутиловым типом покрытия
Элементы с покрытием данного вида (в том числе рутилово-целлюлозным) используются при переменном и постоянном токе. Отличаются легким первичным и повторным зажиганием, устойчивостью к отсыреванию. Сваривание может производиться во всех положениях.
МР-3С
Популярные электрические проводники Российского производства (фирма СпецЭлектрод) подходящие для бытовой работы, допустима сварка удлиненной дугой. Расход: 1,7 кг на 1 кг металла. Обязателен режим прокалки в течение часа при температуре от 120 до 160 градусов. Главная отличительная особенность этой модели – гарантированная устойчивость дуги, возможность сварки в любом положении. Не образует шлаковые и пористые включения. Подходят для сваривания необработанных поверхностей (например, имеющих ржавчину). Средняя стоимость – 890 руб.


СпецЭлектрод МР-3С

Достоинства:
- стабильность горения дуги;
- легкое зажигание;
- упрощен процесс сварки;
- высокое качество сварки.
Недостатки:
- высокая чувствительность к сырости;
- распространены подделки.
АНО-4
Еще одна известная модель от Российского производителя (ЛЭЗ – Лосиноостровский Электродный Завод), отличающаеся качеством и универсальностью. Режим прокалки в течение часа при температуре от 180 до 200 градусов. Возможна сварка короткой дугой и средней. Эти изделия применяются для сварки ответственных соединений при любом положении. Используются с оборудованием, подключенным к сети (постоянного и переменного тока). При работе не возникает дефектов, швы отличаются качеством и надежностью. Средняя цена составляет – 109 руб.
электроды ано-4

Достоинства:
- наплавленный металл не образует изъянов;
- легкость зажигания;
- простое отделение шлаков.
Недостатки:
- чувствительность к влаге;
- недопустимость сварки в вертикальном положении.
ESAB ОЗС-12
Плавящиеся элементы от дочерней фирмы ЭСАБ-СВЭЛ шведского производителя ESAB, применяющиеся для работы с углеродистой и низколегированной стали. Главная особенность – образование гладких валиков и аккуратного шва. Отсутствует склонность к появлению трещин в металле шва. Средняя стоимость — 820 руб.
ESAB ОЗС-12
Достоинства:
- высокое качество шва;
- аккуратное формирование валика;
- гарантированная прочность соединений.
Недостатки:
- перед применением нужна прокалка;
- необходимость хранения в термопенале.
ESAB SVEL OK 46.00
Марка надежных электродов российско-шведской фирмы, отличительной особенностью которых является стабильный быстрый розжиг и горение даже при небольшом отсыревании. Кроме того, они не боятся коррозии и загрязнений. Работа может производиться при любом направлении и положении, при постоянном и переменном токе. Благодаря этому можно производить работу с незащищенными поверхностями, а шов отличается прочностью. Для прокалки необходима температура от 80 до 90 градусов. Средняя цена составляет 830 руб.
ESAB SVEL OK 46.00
Достоинства:
- возможность сварки при минимальном токе;
- легкий розжиг;
- простое отделение шлака;
- возможность сварки ржавых и загрязненных поверхностей.
Недостатки:
не подходит для сварки труб.
Omnia 46 (KD 46)
Недорогие электроды, от популярной американской фирмы Lincoln Electric обеспечивающие идеальное зажигание. Это сварочное оборудование сертифицировано для работ с углеродистой и низколегированной сталью, при этом сварка может производиться в любом положении. Отличаются простотой и удобством применения, поэтому хорошо подходят для начинающих сварщиков. Могут применяться на бюджетном сварочном аппарате (инверторе). Подходят для сварки труб, так как швы отличаются высоким качеством и стойкостью к нагрузкам. Средняя стоимость – 182 руб.
Omnia 46 (KD 46)

Достоинства:
- стабильное горение дуги;
- отсутствие залипаний;
- легкое отделение шлаков;
- невысокая чувствительность к длине дуги;
- мало искр при работе;
- удобство работы даже с бюджетным оборудованием.
Недостатки:
обязательная прокалка.
Resanta MP 3
Распространенная марка сварочных электродов, отличающихся легким розжигом. Позволяют производить сварку в любом направлении, не боятся загрязнений, а шлак легко удаляется после работы. Кроме того, это изделие не имеет повышенной чувствительности к качеству наплавляемой стали. Средняя стоимость – 450 руб.
Resanta MP 3

Достоинства:
- доступная цена;
- использование при постоянном и переменном токе;
- не происходит образования пор.
Недостатки:
- при отсыревании страдает качество шва;
- не подходят для высокоуглеродистой стали;
- необходима прокалка.
Электроды для инверторов: где ошибка в вопросе?
Как мы указали ранее, данный вопрос является неправильным. Инверторы, в большинстве случаев, выдают постоянный ток. Плавящиеся стержни для дуговой сварки, в зависимости от марки, предназначены для переменки и/или постоянки.
Однако, если расходники способны варить постоянным напряжением, то смогут работать и на переменке.
Таким образом, любые плавящиеся стержни, применяющиеся для дугового сваривания, можно использовать при работе инвертором. Независимо от вида напряжения исполнитель может получить качественное соединение. Аппарат трансформаторного типа без выпрямителя работает на переменном токе. Поэтому подбор электродов следует осуществлять более тщательно и внимательно.
Вот высказывания по этому поводу профессионалов-сварщиков из группы “Кузнецы и сварщики” во Вконтакте.
Николай Крохалев
Артём Сторожко
Валерий Виницкий
Основные виды электродов
Данное сварочное оборудование подразделяется на основные классы, относительно используемого типа металла:
- Для сварки теплоустойчивой легированной стали;
- Для высоколегированной стали;
- Для конструкционной стали (при дуговой сварке);
- Для наплавки металла;
- Для цветных металлов;
- Для чугуна;
- Для тонкого металла (самые тонкие – менее 2 мм в диаметре).
Типы электродов по виду их покрытия
Буквенные обозначения говорят о типе покрытия электродов:
- А – кислотное покрытие, с содержанием кремния, марганца, железа;
- Б – основное покрытие, в состав которого входит фтористый кальций и карбонад кальция. Подходят для сварки при постоянном токе переменной полярности;
- Ц – целлюлозное покрытие с органической основой;
- Р – рутиловое покрытие. Дополнительно содержит органические вещества и минералы.
Типы электродов по положению сваривания
Выбор положения проводника тока — это серьезный аспект процесса сваривания. Существует несколько допустимых вариантов положения:
- Любые положения;
- Любые положения, кроме вертикального сверху вниз;
- Нижнее (вертикальное сверху вниз и горизонтальное);
- Нижнее положение.
Виды электродов для работы при постоянном токе
Такой тип сварки является самым легким, безопасным и надежным, обеспечивающим ровный шов. При этом используются специальные электроды, подходящие именно для проведения постоянного тока:
- МР-3С. Имеет синюю маркировку. Используется для сваривания углеродистой и низколегированной стали, обеспечивает качественный и ровный шов, облегчает процесс.
- ОЗС-4. Электроды с красной маркировкой. Подходят для сварки сталей углеродистых и низколегированных видов, а также для окисленных поверхностей.
- ОЗС-12. Это красные электроды, предназначенные для ответственных конструкций (из стали низкоуглеродистых видов). Допустима сварка во всех положениях, кроме вертикального.
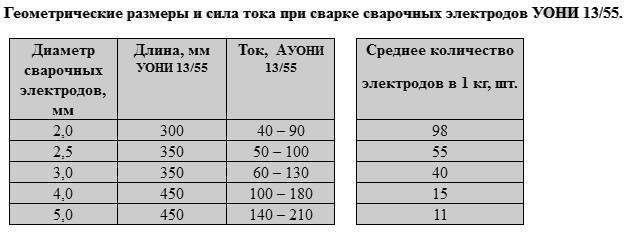
- УОНИ 13/45. Изделия с основным покрытием для сваривания сосудов, находящихся под давлением, металлов, имеющих большую толщину, а также для процесса заварки возможных дефектов. Подходят для низколегированной и углеродистой стали.
- УОНИ 13/55. Для работы с сосудами под давлением, строительными металлоконструкциями (из низколегированных и углеродистых видов стали).
Виды электродов для сварки по чугуну
Так как чугун является одним из самых распространенных материалов, стоит рассмотреть отдельно типы электродов, применяющихся для сварки изделий из этого материала. Нужно отметить, что для плавления чугуна используются электроды постоянного тока.

- МНЧ-2. Позволяет производить сварку в нижнем, вертикальном и полупотолочном положении с постоянным током обратной полярности.
- ОЗЧ-2. Для ковкого и серого чугуна в нижнем и вертикальном положении, при постоянном токе обратной полярности.
- МНЧ-4. Для чугуна любого вида в вертикальном и нижнем положении (постоянный ток обратной полярности).
- ЦЧ-4. Используется только в нижнем положении при холодной и горячей сварке. Позволяет производить сплавление чугуна со сталью другого вида. При высоком напряжении ток становится переменным.
- ОЗЧ-4. Для работы с любым видом чугуна, в верхнем и нижнем положении, исключительно при постоянном токе обратной полярности.
- ОЗЖН-1. Электрод для холодной сварки высокопрочного и серого чугуна в нижнем и вертикальном положении.
- ОК 92.18. Для сваривания при подогреве (при постоянном и переменном токе).
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
Аппарат инверторной сварки. Чтобы познать азы сварки инвертором для начинающих, не нужно гоняться за дорогими моделями, но не стоит впадать и в другую крайность, покупая очень дешевое «нонэйм» оборудование. Лучше всего остановить выбор на бюджетном варианте от проверенного производителя
Следует обратить внимание на пределы регулировки сварочного тока. Для бытового и полупрофессионального применения подойдут аппараты с диапазоном регулирования до 200 А
Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
Роба и рукавицы защищают тело сварщика от ожогов и брызг раскаленного металла. Выбирайте качественную экипировку. Категорически запрещено использовать защитную одежду из «синтетики».
Молоток, щипцы, струбцина и т. д. Молоток потребуется для сбивания шлака, остальное повысит комфорт работы.
Как выбрать держатель для электродов
Качество сварочных работ во многом зависит от держателя или держака, удерживающего электроды. Это устройство подключается к одному из концов электрического кабеля.

Существует два типа держателей, которые можно подобрать по конструкции:
- Держатель резьбового типа. Зажим и освобождение сердечника электрода осуществляется путем закручивания и последующего раскручивания рукоятки.
- Держак с клавишей куркового типа. Электрод зажимается и освобождается автоматически, когда подпружиненная клавиша отпускается или нажимается.
По своим характеристикам эти приспособления примерно одинаковы, поэтому как выбрать любое из них, нужно решать самому
Следует обращать внимание на расчетную силу тока держателя и останавливаться на максимальном значении, наиболее подходящем для сварочной аппаратуры. В качестве недостатка клавишного держака можно отметить постепенное ослабление поджимающей пружины и нарушение контакта
Этот узел приходится периодически менять.
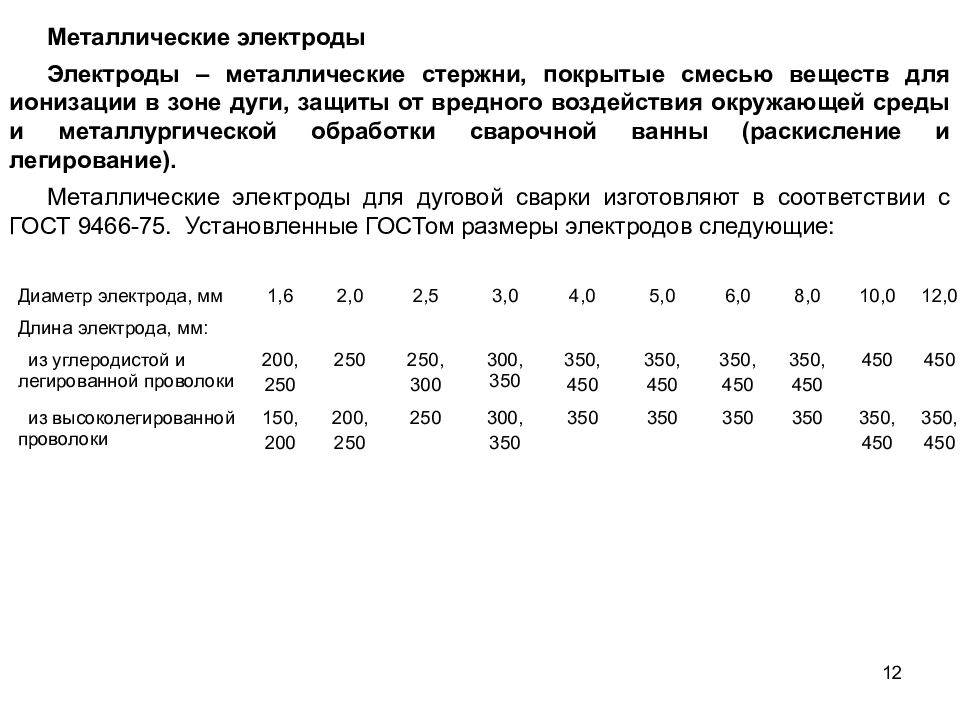
Как устроен электрод
Любой электрод представляет собой проволочную металлическую сердцевину определенной длины, покрытую специальной обмазкой. В процессе сварки появляется электрическая дуга, и под воздействием ее температуры сердечник начинает расплавляться. Одновременно начинает гореть и плавиться нанесенная обмазка. Ее основная функция заключается в создании вокруг места сварки защитного газового облака, перекрывающего доступ кислорода к металлическим поверхностям.
Расплавленная обмазка, находясь в жидком состоянии, растекается тонким слоем по расплавленному металлу, обеспечивая дополнительную защиту от контактов с кислородом. В результате, качество шва значительно улучшается.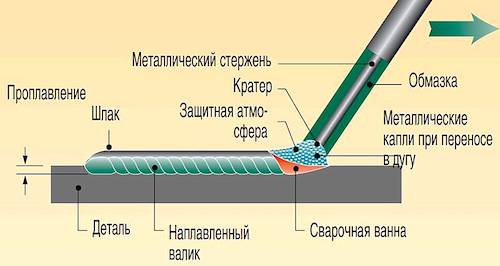 Перед тем, как выбрать электроды подвергаются осмотру на предмет сколов и трещин, наличие которых не позволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка должна иметь одинаковую толщину по всей окружности электрода, в этом случае расположение дуги будет строго по центру. Смещение дуги может создать серьезные проблемы для начинающих мастеров.
Перед тем, как выбрать электроды подвергаются осмотру на предмет сколов и трещин, наличие которых не позволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка должна иметь одинаковую толщину по всей окружности электрода, в этом случае расположение дуги будет строго по центру. Смещение дуги может создать серьезные проблемы для начинающих мастеров.
Следует контролировать степень влажности обмазки. Если она повышена, то некоторые виды выбранных электродов зажигаются с трудом. Поэтому расходные материалы рекомендуется хранить в герметичной упаковке в сухих местах. Не стоит изначально приобретать отсыревшие изделия. Несмотря на возможность сушки, их характеристики будут снижены. Если же электроды все-таки подверглись воздействию влаги, они могут быть помещены в обычную духовку. Температура сушки указывается на упаковке изделия. Самый простой вариант – поместить отсыревшие изделия в сухое помещение с хорошей вентиляцией и держать их там в течение длительного времени.
Обмазка разделяется на несколько типов покрытий. При работе сварки от постоянного тока применяются электроды с основным и целлюлозным покрытием. Для сварочного инвертора, имеющего низкое напряжение холостого хода, лучше всего подходит рутиловое и кислое покрытие. Рутиловая обмазка обеспечивает легкий поджиг и снижает разбрызгивание металла. Кислый вариант вреден для здоровья, при работе с ним нужно обеспечивать дополнительные меры безопасности.





